Каталог Iscar вращающийся инструмент 2017 - страница 634
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022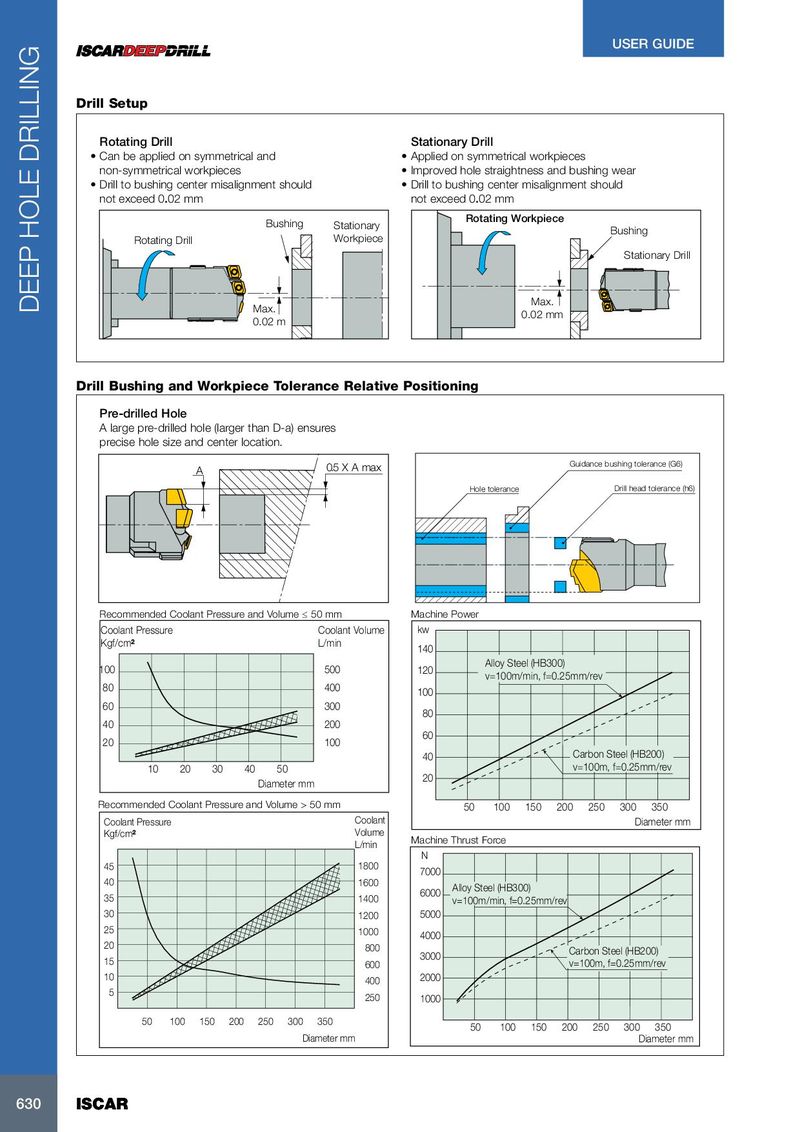
USER GUIDE Drill Setup Rotating Drill Stationary Drill • Can be applied on symmetrical and • Applied on symmetrical workpieces non-symmetrical workpieces • Improved hole straightness and bushing wear • Drill to bushing center misalignment should • Drill to bushing center misalignment should not exceed 0.02 mm not exceed 0.02 mm Rotating Workpiece Bushing Stationary Bushing Rotating Drill Workpiece Stationary Drill Max. DEEP HOLE DRILLING Max. 0.02 mm 0.02 m Drill Bushing and Workpiece Tolerance Relative Positioning Pre-drilled Hole A large pre-drilled hole (larger than D-a) ensures precise hole size and center location. Guidance bushing tolerance (G6) A 0.5 X A max Hole tolerance Drill head tolerance (h6) Recommended Coolant Pressure and Volume ≤ 50 mm Machine Power Coolant Pressure Coolant Volume kw Kgf/cm 2 L/min 140 Alloy Steel (HB300) 100 500 120 v=100m/min, f=0.25mm/rev 80 400 100 60 300 80 40 200 60 20 100 40 Carbon Steel (HB200) 10 20 30 40 50 v=100m, f=0.25mm/rev 20 Diameter mm Recommended Coolant Pressure and Volume > 50 mm 50 100 150 200 250 300 350 Coolant Pressure Coolant Diameter mm Kgf/cm 2 Volume Machine Thrust Force L/min N 45 1800 7000 40 1600 Alloy Steel (HB300) 6000 35 1400 v=100m/min, f=0.25mm/rev 30 1200 5000 25 1000 4000 20 800 Carbon Steel (HB200) 3000 15 600 v=100m, f=0.25mm/rev 10 400 2000 5 250 1000 50 100 150 200 250 300 350 50 100 150 200 250 300 350 Diameter mm Diameter mm 630 630 ISCAR ISCAR