Каталог Iscar вращающийся инструмент 2017 - страница 560
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022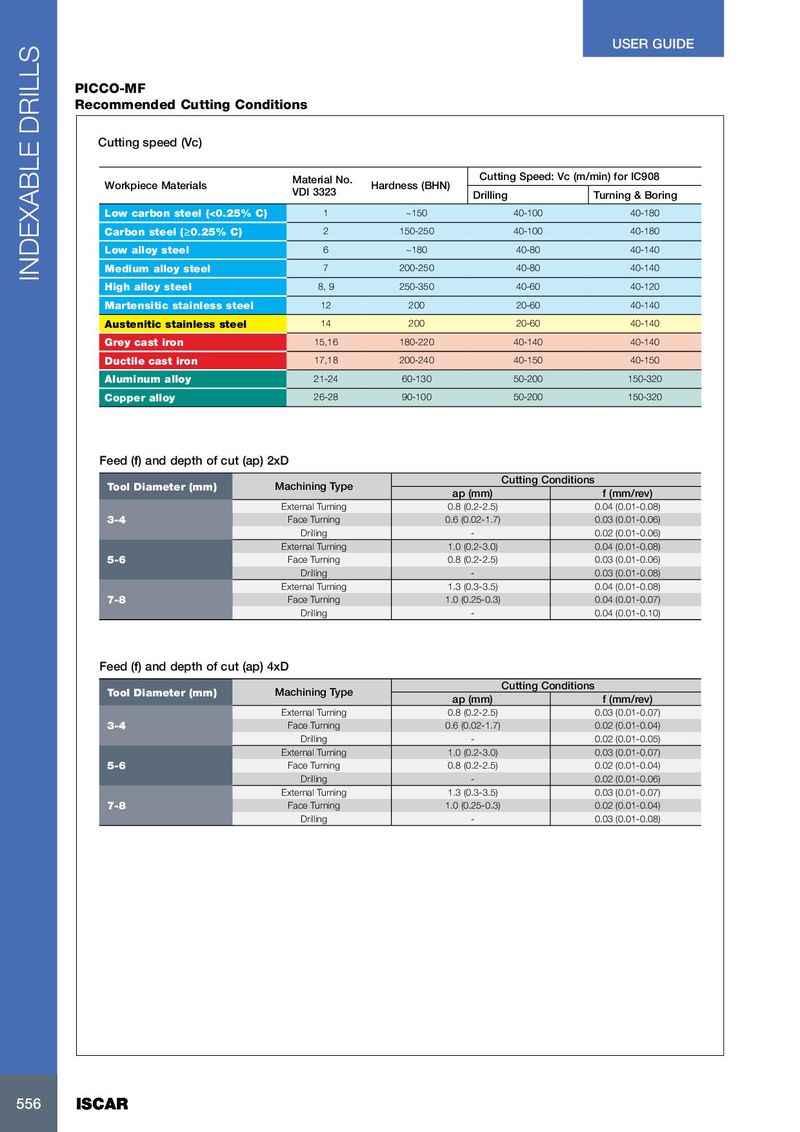
USER GUIDE PICCO-MF Recommended Cutting Conditions Cutting speed (Vc) Material No. Cutting Speed: Vc (m/min) for IC908 Workpiece Materials Hardness (BHN) VDI 3323 Drilling Turning & Boring Low carbon steel (<0.25% C) 1 ~150 40-100 40-180 Carbon steel (≥0.25% C) 2 150-250 40-100 40-180 Low alloy steel 6 ~180 40-80 40-140 Medium alloy steel 7 200-250 40-80 40-140 INDEXABLE DRILLS High alloy steel 8, 9 250-350 40-60 40-120 Martensitic stainless steel 12 200 20-60 40-140 Austenitic stainless steel 14 200 20-60 40-140 Grey cast iron 15,16 180-220 40-140 40-140 Ductile cast iron 17,18 200-240 40-150 40-150 Aluminum alloy 21-24 60-130 50-200 150-320 Copper alloy 26-28 90-100 50-200 150-320 Feed (f) and depth of cut (ap) 2xD Cutting Conditions Tool Diameter (mm) Machining Type ap (mm) f (mm/rev) External Turning 0.8 (0.2-2.5) 0.04 (0.01-0.08) 3-4 Face Turning 0.6 (0.02-1.7) 0.03 (0.01-0.06) Drilling - 0.02 (0.01-0.06) External Turning 1.0 (0.2-3.0) 0.04 (0.01-0.08) 5-6 Face Turning 0.8 (0.2-2.5) 0.03 (0.01-0.06) Drilling - 0.03 (0.01-0.08) External Turning 1.3 (0.3-3.5) 0.04 (0.01-0.08) 7-8 Face Turning 1.0 (0.25-0.3) 0.04 (0.01-0.07) Drilling - 0.04 (0.01-0.10) Feed (f) and depth of cut (ap) 4xD Cutting Conditions Tool Diameter (mm) Machining Type ap (mm) f (mm/rev) External Turning 0.8 (0.2-2.5) 0.03 (0.01-0.07) 3-4 Face Turning 0.6 (0.02-1.7) 0.02 (0.01-0.04) Drilling - 0.02 (0.01-0.05) External Turning 1.0 (0.2-3.0) 0.03 (0.01-0.07) 5-6 Face Turning 0.8 (0.2-2.5) 0.02 (0.01-0.04) Drilling - 0.02 (0.01-0.06) External Turning 1.3 (0.3-3.5) 0.03 (0.01-0.07) 7-8 Face Turning 1.0 (0.25-0.3) 0.02 (0.01-0.04) Drilling - 0.03 (0.01-0.08) 556 556 ISCAR ISCAR