Каталог Iscar вращающийся инструмент 2017 - страница 539
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022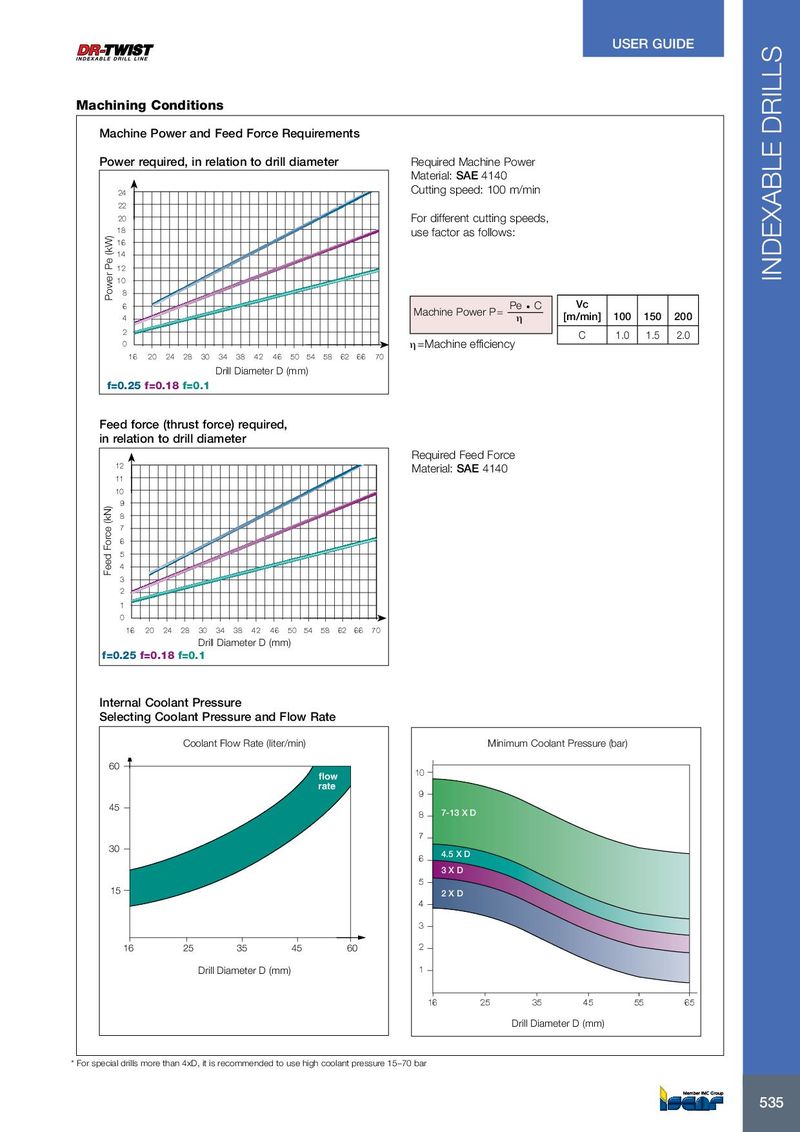
USER GUIDE Machining Conditions Machine Power and Feed Force Requirements Power required, in relation to drill diameter Required Machine Power Material: SAE 4140 24 Cutting speed: 100 m/min 22 20 For different cutting speeds, 18 use factor as follows: 16 14 12 10 INDEXABLE DRILLS 8 Power Pe (kW) 6 Pe · C Vc Machine Power P= 4 η [m/min] 100 150 200 2 C 1.0 1.5 2.0 0 η=Machine efficiency 16 20 24 28 30 34 38 42 46 50 54 58 62 66 70 Drill Diameter D (mm) f=0.25 f=0.18 f=0.1 Feed force (thrust force) required, in relation to drill diameter Required Feed Force 12 Material: SAE 4140 11 10 9 8 7 6 5 4 Feed Force (kN) 3 2 1 0 16 20 24 28 30 34 38 42 46 50 54 58 62 66 70 Drill Diameter D (mm) f=0.25 f=0.18 f=0.1 Internal Coolant Pressure Selecting Coolant Pressure and Flow Rate Coolant Flow Rate (liter/min) Minimum Coolant Pressure (bar) 60 flow 10 rate 9 45 8 7-13 X D 7 30 4.5 X D 6 3 X D 5 15 2 X D 4 3 16 25 35 45 60 2 Drill Diameter D (mm) 1 16 25 35 45 55 65 Harder, Drill Diameter D (mm) Wear Resistant * For special drills more than 4xD, it is recommended to use high coolant pressure 15–70 bar 535 535 IC908 IC328 Tougher, Cutting Breakage Speed Resistant (m/min) 50 100 220