Каталог Iscar вращающийся инструмент 2017 - страница 519
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022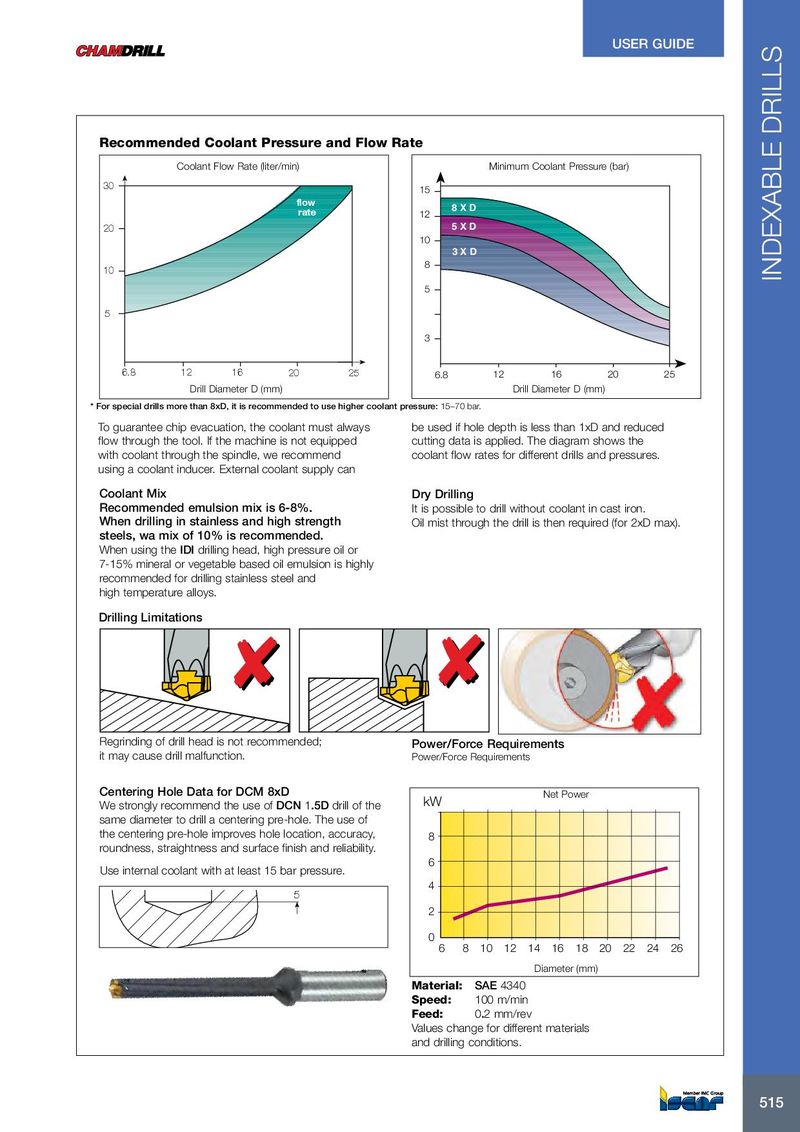
USER GUIDE Recommended Coolant Pressure and Flow Rate Coolant Flow Rate (liter/min) Minimum Coolant Pressure (bar) 30 15 flow 8 X D rate 12 20 5 X D 10 3 X D 8 10 INDEXABLE DRILLS 5 5 3 6.8 12 16 20 25 6.8 12 16 20 25 Drill Diameter D (mm) Drill Diameter D (mm) * For special drills more than 8xD, it is recommended to use higher coolant pressure: 15–70 bar. To guarantee chip evacuation, the coolant must always be used if hole depth is less than 1xD and reduced flow through the tool. If the machine is not equipped cutting data is applied. The diagram shows the with coolant through the spindle, we recommend coolant flow rates for different drills and pressures. using a coolant inducer. External coolant supply can Coolant Mix Dry Drilling Recommended emulsion mix is 6-8%. It is possible to drill without coolant in cast iron. When drilling in stainless and high strength Oil mist through the drill is then required (for 2xD max). steels, wa mix of 10% is recommended. When using the IDI drilling head, high pressure oil or 7-15% mineral or vegetable based oil emulsion is highly recommended for drilling stainless steel and high temperature alloys. Drilling Limitations Regrinding of drill head is not recommended; Power/Force Requirements it may cause drill malfunction. Power/Force Requirements Centering Hole Data for DCM 8xD Net Power We strongly recommend the use of DCN 1.5D drill of the kW same diameter to drill a centering pre-hole. The use of the centering pre-hole improves hole location, accuracy, 8 roundness, straightness and surface finish and reliability. 6 Use internal coolant with at least 15 bar pressure. 4 5 2 0 6 8 10 12 14 16 18 20 22 24 26 Diameter (mm) Material: SAE 4340 Speed: 100 m/min Feed: 0.2 mm/rev Values change for different materials and drilling conditions. 515 515