Каталог Iscar вращающийся инструмент 2017 - страница 495
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022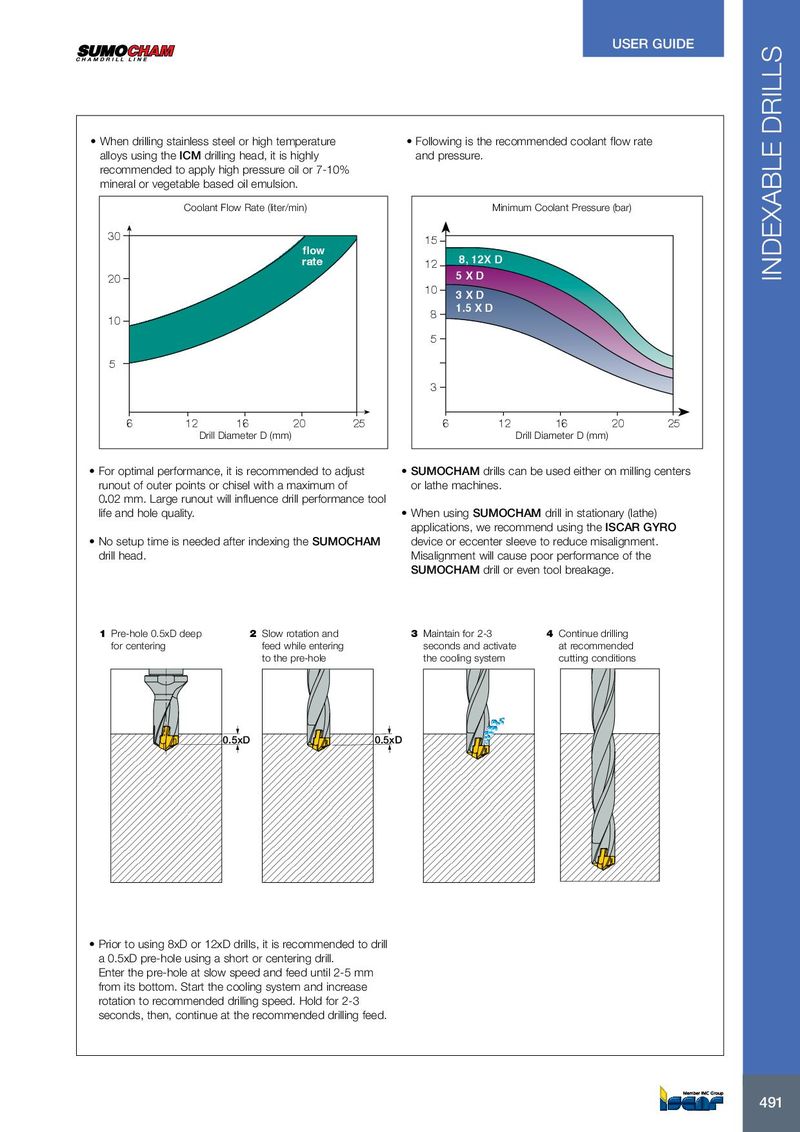
USER GUIDE • When drilling stainless steel or high temperature • Following is the recommended coolant flow rate alloys using the ICM drilling head, it is highly and pressure. recommended to apply high pressure oil or 7-10% mineral or vegetable based oil emulsion. Coolant Flow Rate (liter/min) Minimum Coolant Pressure (bar) 30 15 flow rate 8, 12X D 12 20 5 X D INDEXABLE DRILLS 10 3 X D 1.5 X D 8 10 5 5 3 6 12 16 20 25 6 12 16 20 25 Drill Diameter D (mm) Drill Diameter D (mm) • For optimal performance, it is recommended to adjust • SUMOCHAM drills can be used either on milling centers runout of outer points or chisel with a maximum of or lathe machines. 0.02 mm. Large runout will influence drill performance tool life and hole quality. • When using SUMOCHAM drill in stationary (lathe) applications, we recommend using the ISCAR GYRO • No setup time is needed after indexing the SUMOCHAM device or eccenter sleeve to reduce misalignment. drill head. Misalignment will cause poor performance of the SUMOCHAM drill or even tool breakage. 1 Pre-hole 0.5xD deep 2 Slow rotation and 3 Maintain for 2-3 4 Continue drilling for centering feed while entering seconds and activate at recommended to the pre-hole the cooling system cutting conditions 0.5xD 0.5xD • Prior to using 8xD or 12xD drills, it is recommended to drill a 0.5xD pre-hole using a short or centering drill. Enter the pre-hole at slow speed and feed until 2-5 mm from its bottom. Start the cooling system and increase rotation to recommended drilling speed. Hold for 2-3 seconds, then, continue at the recommended drilling feed. 491 491