Каталог Iscar вращающийся инструмент 2017 - страница 441
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022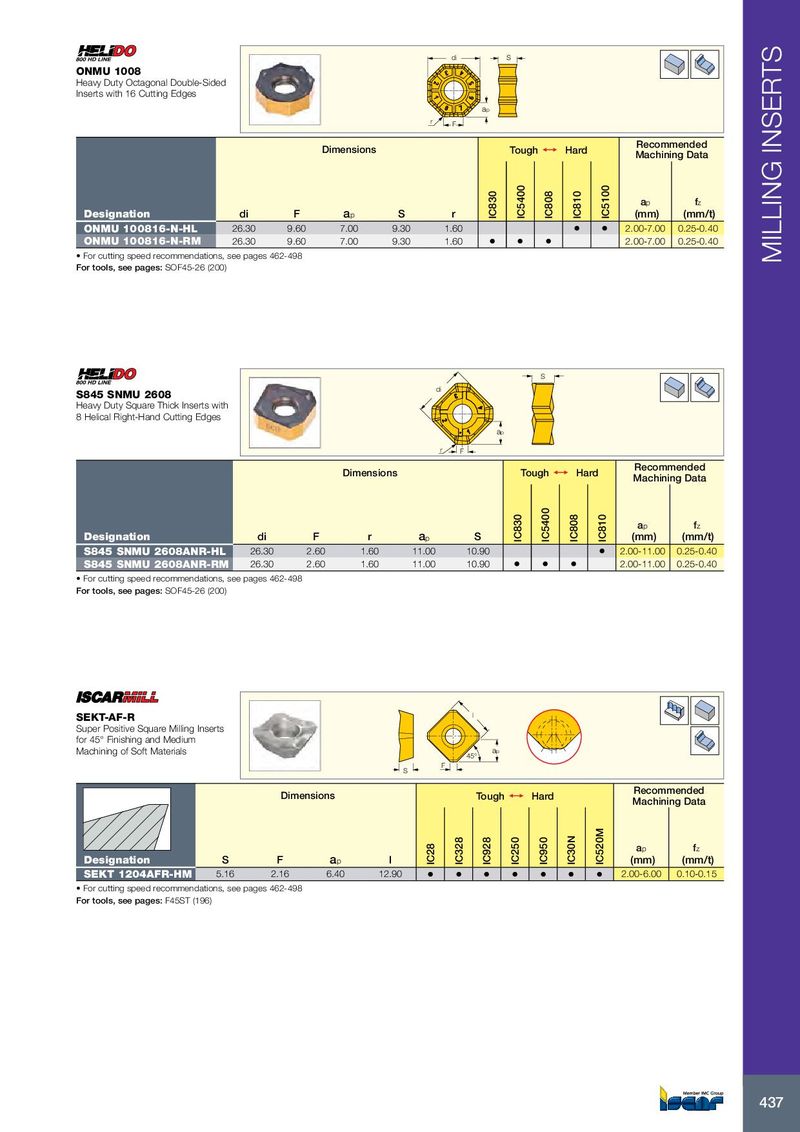
di S ONMU 1008 Heavy Duty Octagonal Double-Sided Inserts with 16 Cutting Edges ap r F Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di F a p S r IC830 IC5400 IC808 IC810 IC5100 (mm) (mm/t) ONMU 100816-N-HL 26.30 9.60 7.00 9.30 1.60 • • 2.00-7.00 0.25-0.40 ONMU 100816-N-RM 26.30 9.60 7.00 9.30 1.60 • • • 2.00-7.00 0.25-0.40 • For cutting speed recommendations, see pages 462-498 MILLING INSERTS For tools, see pages: SOF45-26 (200) S di S845 SNMU 2608 Heavy Duty Square Thick Inserts with 8 Helical Right-Hand Cutting Edges ap r F Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di F r a p S IC830 IC5400 IC808 IC810 (mm) (mm/t) S845 SNMU 2608ANR-HL 26.30 2.60 1.60 11.00 10.90 • 2.00-11.00 0.25-0.40 S845 SNMU 2608ANR-RM 26.30 2.60 1.60 11.00 10.90 • • • 2.00-11.00 0.25-0.40 • For cutting speed recommendations, see pages 462-498 For tools, see pages: SOF45-26 (200) SEKT-AF-R l Super Positive Square Milling Inserts for 45° Finishing and Medium Machining of Soft Materials ap 45° F S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation S F a p l IC28 IC328 IC928 IC250 IC950 IC30N IC520M (mm) (mm/t) SEKT 1204AFR-HM 5.16 2.16 6.40 12.90 • • • • • • • 2.00-6.00 0.10-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: F45ST (196) 437