Каталог Iscar вращающийся инструмент 2017 - страница 418
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022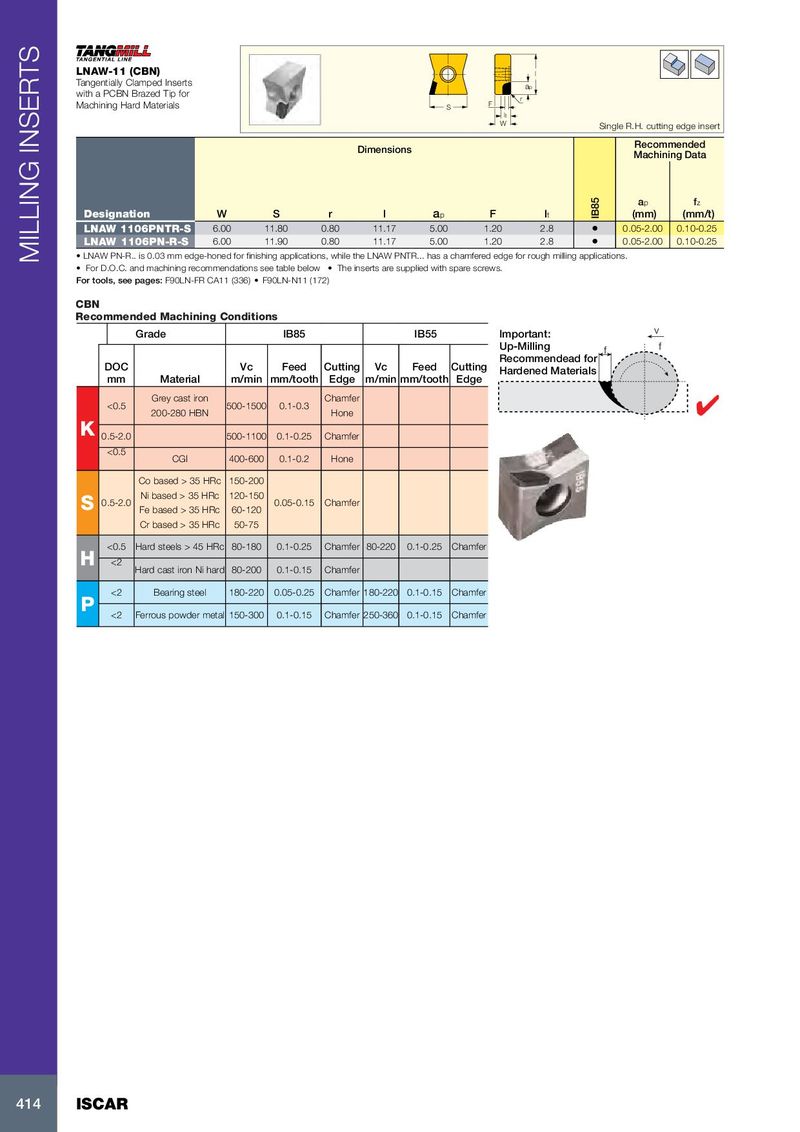
LNAW-11 (CBN) l Tangentially Clamped Inserts ap with a PCBN Brazed Tip for r Machining Hard Materials S F lt W Single R.H. cutting edge insert Recommended Dimensions Machining Data a p f z Designation W S r l a p F l t IB85 (mm) (mm/t) LNAW 1106PNTR-S 6.00 11.80 0.80 11.17 5.00 1.20 2.8 • 0.05-2.00 0.10-0.25 LNAW 1106PN-R-S 6.00 11.90 0.80 11.17 5.00 1.20 2.8 • 0.05-2.00 0.10-0.25 • LNAW PN-R.. is 0.03 mm edge-honed for finishing applications, while the LNAW PNTR... has a chamfered edge for rough milling applications. MILLING INSERTS • For D.O.C. and machining recommendations see table below • The inserts are supplied with spare screws. For tools, see pages: F90LN-FR CA11 (336) • F90LN-N11 (172) CBN Recommended Machining Conditions v Grade IB85 IB55 Important: Up-Milling f f Recommendead for DOC Vc Feed Cutting Vc Feed Cutting Hardened Materials mm Material m/min mm/tooth Edge m/min mm/tooth Edge Grey cast iron Chamfer <0.5 500-1500 0.1-0.3 200-280 HBN Hone K 0.5-2.0 500-1100 0.1-0.25 Chamfer <0.5 CGI 400-600 0.1-0.2 Hone Co based > 35 HRc 150-200 Ni based > 35 HRc 120-150 S 0.5-2.0 0.05-0.15 Chamfer Fe based > 35 HRc 60-120 Cr based > 35 HRc 50-75 <0.5 Hard steels > 45 HRc 80-180 0.1-0.25 Chamfer 80-220 0.1-0.25 Chamfer H <2 Hard cast iron Ni hard 80-200 0.1-0.15 Chamfer <2 Bearing steel 180-220 0.05-0.25 Chamfer 180-220 0.1-0.15 Chamfer P <2 Ferrous powder metal 150-300 0.1-0.15 Chamfer 250-360 0.1-0.15 Chamfer 414 ISCAR