Каталог Iscar вращающийся инструмент 2017 - страница 406
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022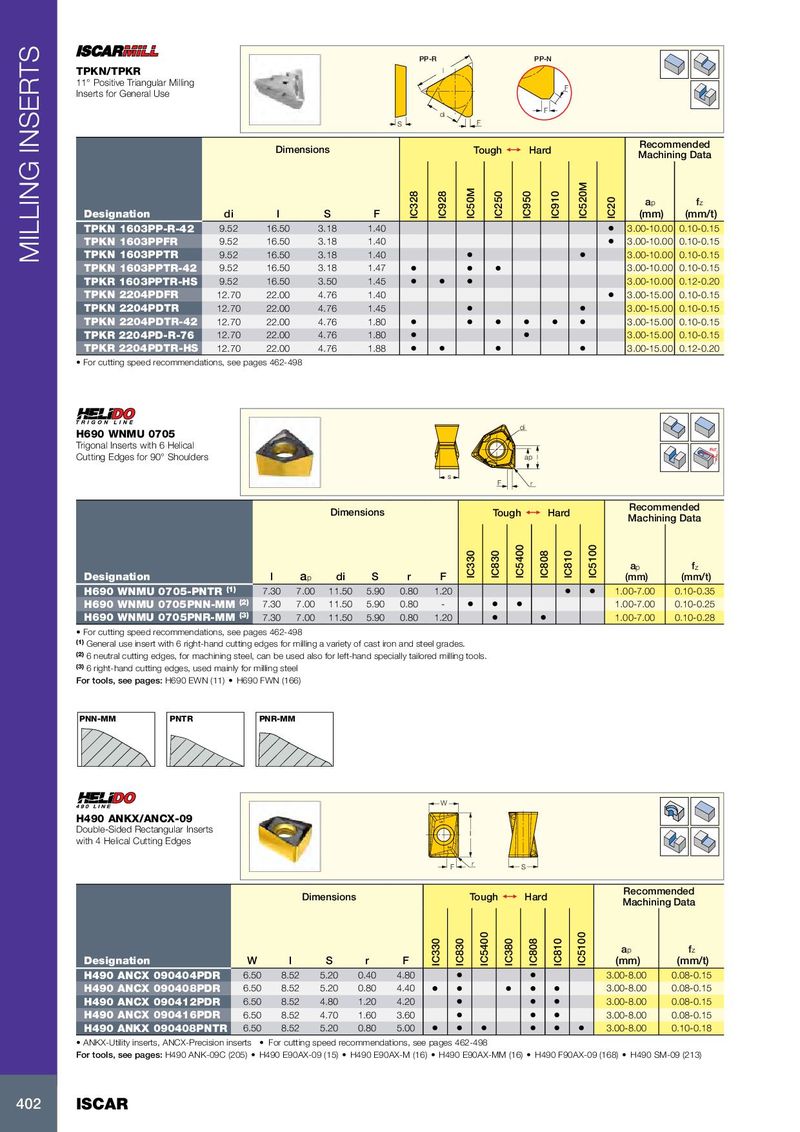
PP-R PP-N TPKN/TPKR l 11° Positive Triangular Milling F Inserts for General Use di F S F Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di l S F IC328 IC928 IC50M IC250 IC950 IC910 IC520M IC20 (mm) (mm/t) TPKN 1603PP-R-42 9.52 16.50 3.18 1.40 • 3.00-10.00 0.10-0.15 TPKN 1603PPFR 9.52 16.50 3.18 1.40 • 3.00-10.00 0.10-0.15 TPKN 1603PPTR 9.52 16.50 3.18 1.40 MILLING INSERTS • • 3.00-10.00 0.10-0.15 TPKN 1603PPTR-42 9.52 16.50 3.18 1.47 • • • 3.00-10.00 0.10-0.15 TPKR 1603PPTR-HS 9.52 16.50 3.50 1.45 • • • 3.00-10.00 0.12-0.20 TPKN 2204PDFR 12.70 22.00 4.76 1.40 • 3.00-15.00 0.10-0.15 TPKN 2204PDTR 12.70 22.00 4.76 1.45 • • 3.00-15.00 0.10-0.15 TPKN 2204PDTR-42 12.70 22.00 4.76 1.80 • • • • • • 3.00-15.00 0.10-0.15 TPKR 2204PD-R-76 12.70 22.00 4.76 1.80 • • 3.00-15.00 0.10-0.15 TPKR 2204PDTR-HS 12.70 22.00 4.76 1.88 • • • • 3.00-15.00 0.12-0.20 • For cutting speed recommendations, see pages 462-498 di H690 WNMU 0705 Trigonal Inserts with 6 Helical Rd° Cutting Edges for 90° Shoulders ap l s F r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l a p di S r F IC330 IC830 IC5400 IC808 IC810 IC5100 (mm) (mm/t) H690 WNMU 0705-PNTR (1) 7.30 7.00 11.50 5.90 0.80 1.20 • • 1.00-7.00 0.10-0.35 H690 WNMU 0705PNN-MM (2) 7.30 7.00 11.50 5.90 0.80 - • • • 1.00-7.00 0.10-0.25 H690 WNMU 0705PNR-MM (3) 7.30 7.00 11.50 5.90 0.80 1.20 • • 1.00-7.00 0.10-0.28 • For cutting speed recommendations, see pages 462-498 (1) General use insert with 6 right-hand cutting edges for milling a variety of cast iron and steel grades. (2) 6 neutral cutting edges, for machining steel, can be used also for left-hand specially tailored milling tools. (3) 6 right-hand cutting edges, used mainly for milling steel For tools, see pages: H690 EWN (11) • H690 FWN (166) PNN-MM PNTR PNR-MM W H490 ANKX/ANCX-09 1 Double-Sided Rectangular Inserts I with 4 Helical Cutting Edges 3 F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l S r F IC330 IC830 IC5400 IC380 IC808 IC810 IC5100 (mm) (mm/t) H490 ANCX 090404PDR 6.50 8.52 5.20 0.40 4.80 • • 3.00-8.00 0.08-0.15 H490 ANCX 090408PDR 6.50 8.52 5.20 0.80 4.40 • • • • • 3.00-8.00 0.08-0.15 H490 ANCX 090412PDR 6.50 8.52 4.80 1.20 4.20 • • • 3.00-8.00 0.08-0.15 H490 ANCX 090416PDR 6.50 8.52 4.70 1.60 3.60 • • • 3.00-8.00 0.08-0.15 H490 ANKX 090408PNTR 6.50 8.52 5.20 0.80 5.00 • • • • • • 3.00-8.00 0.10-0.18 • ANKX-Utility inserts, ANCX-Precision inserts • For cutting speed recommendations, see pages 462-498 For tools, see pages: H490 ANK-09C (205) • H490 E90AX-09 (15) • H490 E90AX-M (16) • H490 E90AX-MM (16) • H490 F90AX-09 (168) • H490 SM-09 (213) 402 ISCAR