Каталог Iscar вращающийся инструмент 2017 - страница 402
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022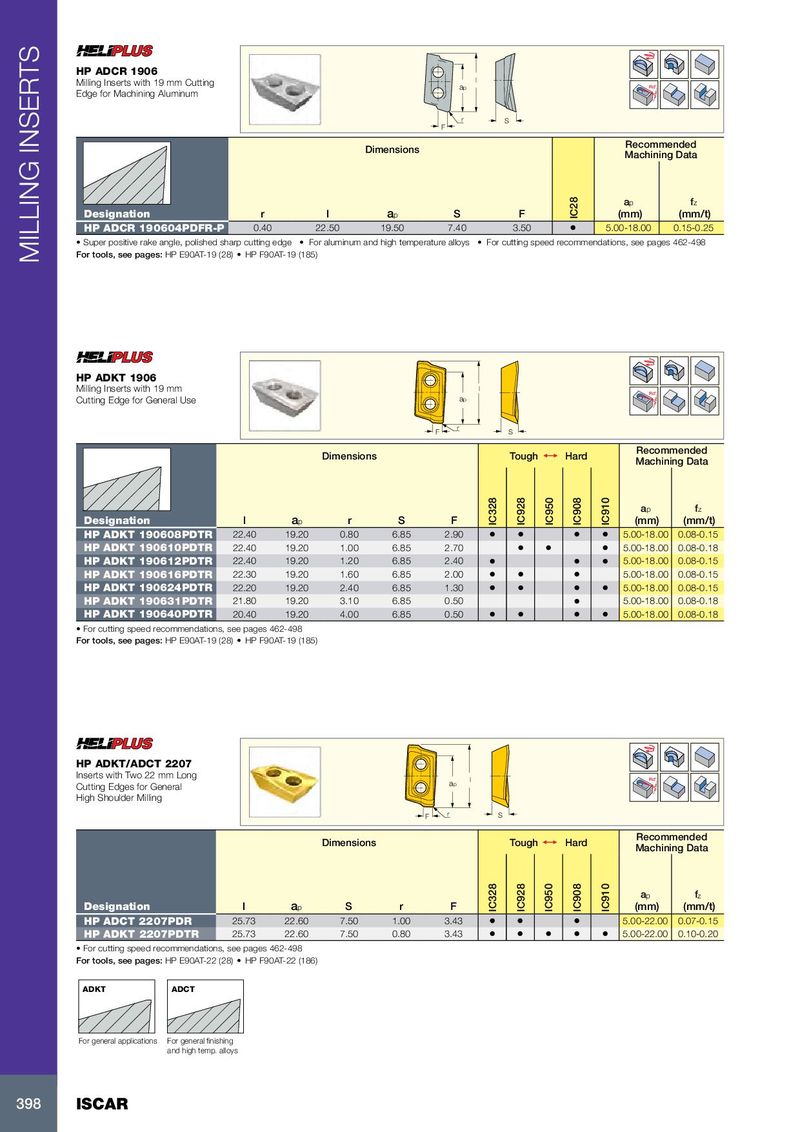
HP ADCR 1906 Milling Inserts with 19 mm Cutting l ap Rd° Edge for Machining Aluminum r S F Recommended Dimensions Machining Data a p f z Designation r l a p S F IC28 (mm) (mm/t) HP ADCR 190604PDFR-P 0.40 22.50 19.50 7.40 3.50 • 5.00-18.00 0.15-0.25 • Super positive rake angle, polished sharp cutting edge • For aluminum and high temperature alloys • For cutting speed recommendations, see pages 462-498 For tools, see pages: HP E90AT-19 (28) • HP F90AT-19 (185) MILLING INSERTS HP ADKT 1906 Milling Inserts with 19 mm l Rd° Cutting Edge for General Use ap F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l a p r S F IC328 IC928 IC950 IC908 IC910 (mm) (mm/t) HP ADKT 190608PDTR 22.40 19.20 0.80 6.85 2.90 • • • • 5.00-18.00 0.08-0.15 HP ADKT 190610PDTR 22.40 19.20 1.00 6.85 2.70 • • • 5.00-18.00 0.08-0.18 HP ADKT 190612PDTR 22.40 19.20 1.20 6.85 2.40 • • • 5.00-18.00 0.08-0.15 HP ADKT 190616PDTR 22.30 19.20 1.60 6.85 2.00 • • • 5.00-18.00 0.08-0.15 HP ADKT 190624PDTR 22.20 19.20 2.40 6.85 1.30 • • • • 5.00-18.00 0.08-0.15 HP ADKT 190631PDTR 21.80 19.20 3.10 6.85 0.50 • 5.00-18.00 0.08-0.18 HP ADKT 190640PDTR 20.40 19.20 4.00 6.85 0.50 • • • • 5.00-18.00 0.08-0.18 • For cutting speed recommendations, see pages 462-498 For tools, see pages: HP E90AT-19 (28) • HP F90AT-19 (185) HP ADKT/ADCT 2207 Inserts with Two 22 mm Long l Rd° Cutting Edges for General ap High Shoulder Milling F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l a p S r F IC328 IC928 IC950 IC908 IC910 (mm) (mm/t) HP ADCT 2207PDR 25.73 22.60 7.50 1.00 3.43 • • • 5.00-22.00 0.07-0.15 HP ADKT 2207PDTR 25.73 22.60 7.50 0.80 3.43 • • • • • 5.00-22.00 0.10-0.20 • For cutting speed recommendations, see pages 462-498 For tools, see pages: HP E90AT-22 (28) • HP F90AT-22 (186) ADKT ADCT For general applications For general finishing and high temp. alloys 398 ISCAR