Каталог Iscar токарный инструмент для нарезания канавок - страница 152
Навигация
 Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент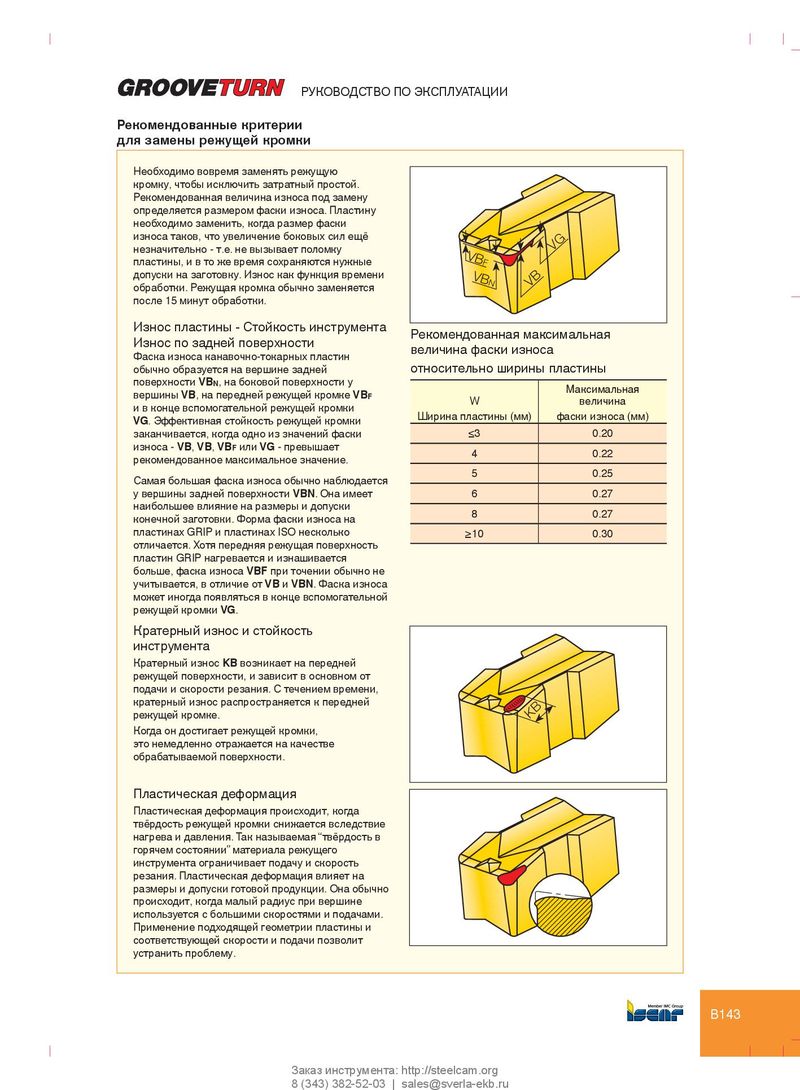
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Рекомендованные критерии для замены режущей кромки Необходимо вовремя заменять режущую кромку, чтобы исключить затратный простой. Рекомендованная величина износа под замену определяется размером фаски износа. Пластину необходимо заменить, когда размер фаски износа таков, что увеличение боковых сил ещё незначительно - т.е. не вызывает поломку VG VB пластины, и в то же время сохраняются нужные F допуски на заготовку. Износ как функция времени VB N VB обработки. Режущая кромка обычно заменяется после 15 минут обработки. Износ пластины - Стойкость инструмента Рекомендованная максимальная Износ по задней поверхности величина фаски износа Фаска износа канавочно-токарных пластин обычно образуется на вершине задней относительно ширины пластины поверхности VB N , на боковой поверхности у Максимальная вершины VB, на передней режущей кромке VB F W величина и в конце вспомогательной режущей кромки Ширина пластины (мм) фаски износа (мм) VG. Эффективная стойкость режущей кромки заканчивается, когда одно из значений фаски ≤3 0.20 износа - VB, VB, VB F или VG - превышает 4 0.22 рекомендованное максимальное значение. 5 0.25 Самая большая фаска износа обычно наблюдается у вершины задней поверхности VBN. Она имеет 6 0.27 наибольшее влияние на размеры и допуски 8 0.27 конечной заготовки. Форма фаски износа на пластинах GRIP и пластинах ISO несколько ≥10 0.30 отличается. Хотя передняя режущая поверхность пластин GRIP нагревается и изнашивается больше, фаска износа VBF при точении обычно не учитывается, в отличие от VB и VBN. Фаска износа может иногда появляться в конце вспомогательной режущей кромки VG. Кратерный износ и стойкость инструмента Кратерный износ KB возникает на передней режущей поверхности, и зависит в основном от подачи и скорости резания. С течением времени, кратерный износ распространяется к передней режущей кромке. KB Когда он достигает режущей кромки, это немедленно отражается на качестве обрабатываемой поверхности. Пластическая деформация Пластическая деформация происходит, когда твёрдость режущей кромки снижается вследствие нагрева и давления. Так называемая “твёрдость в горячем состоянии” материала режущего инструмента ограничивает подачу и скорость резания. Пластическая деформация влияет на размеры и допуски готовой продукции. Она обычно происходит, когда малый радиус при вершине используется с большими скоростями и подачами. Применение подходящей геометрии пластины и соответствующей скорости и подачи позволит устранить проблему. B143 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru