Каталог Iscar токарный инструмент для нарезания канавок - страница 148
Навигация
 Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент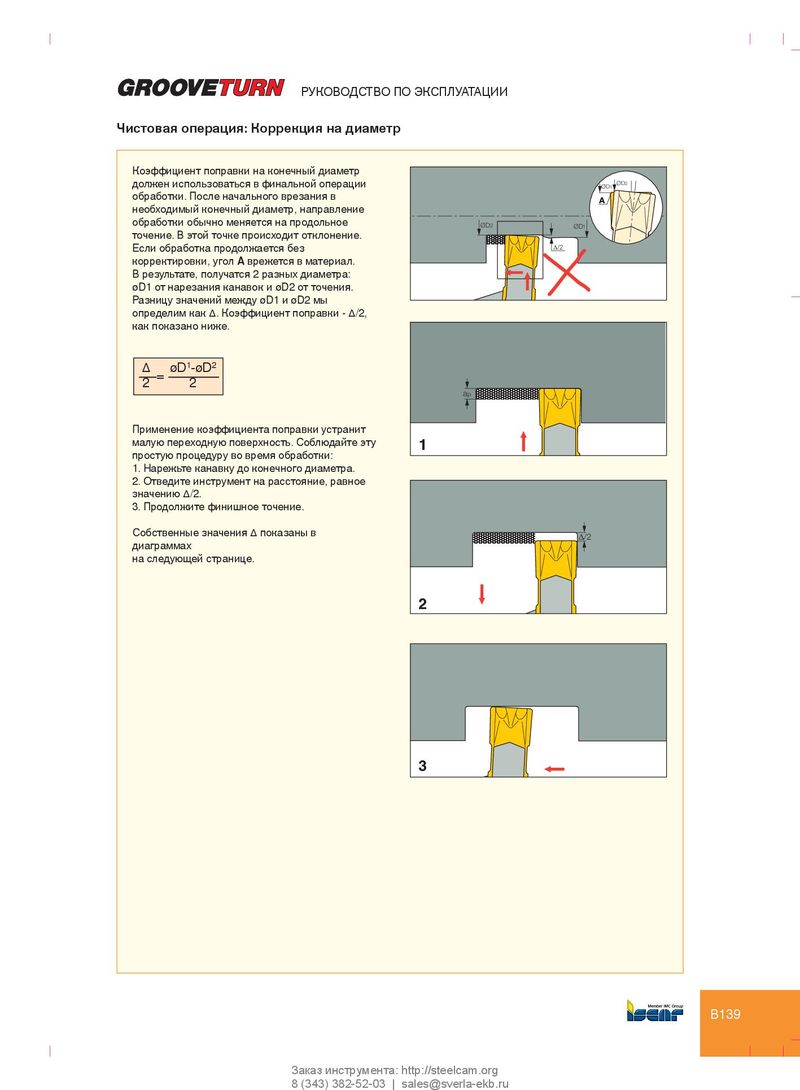
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Чистовая операция: Коррекция на диаметр Коэффициент поправки на конечный диаметр должен использоваться в финальной операции ØD1 ØD2 обработки. После начального врезания в A необходимый конечный диаметр, направление обработки обычно меняется на продольное ØD 2 ØD 1 точение. В этой точке происходит отклонение. Если обработка продолжается без Δ/2 корректировки, угол A врежется в материал. В результате, получатся 2 разных диаметра: øD1 от нарезания канавок и øD2 от точения. Разницу значений между øD1 и øD2 мы определим как ∆. Коэффициент поправки - ∆/2, как показано ниже. 1 2 ∆ øD -øD = 2 2 a p Применение коэффициента поправки устранит малую переходную поверхность. Соблюдайте эту 1 простую процедуру во время обработки: 1. Нарежьте канавку до конечного диаметра. 2. Отведите инструмент на расстояние, равное значению ∆/2. 3. Продолжите финишное точение. Собственные значения ∆ показаны в Δ/2 диаграммах на следующей странице. 2 3 B139 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru