Каталог Iscar токарный инструмент для нарезания канавок - страница 113
Навигация
 Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент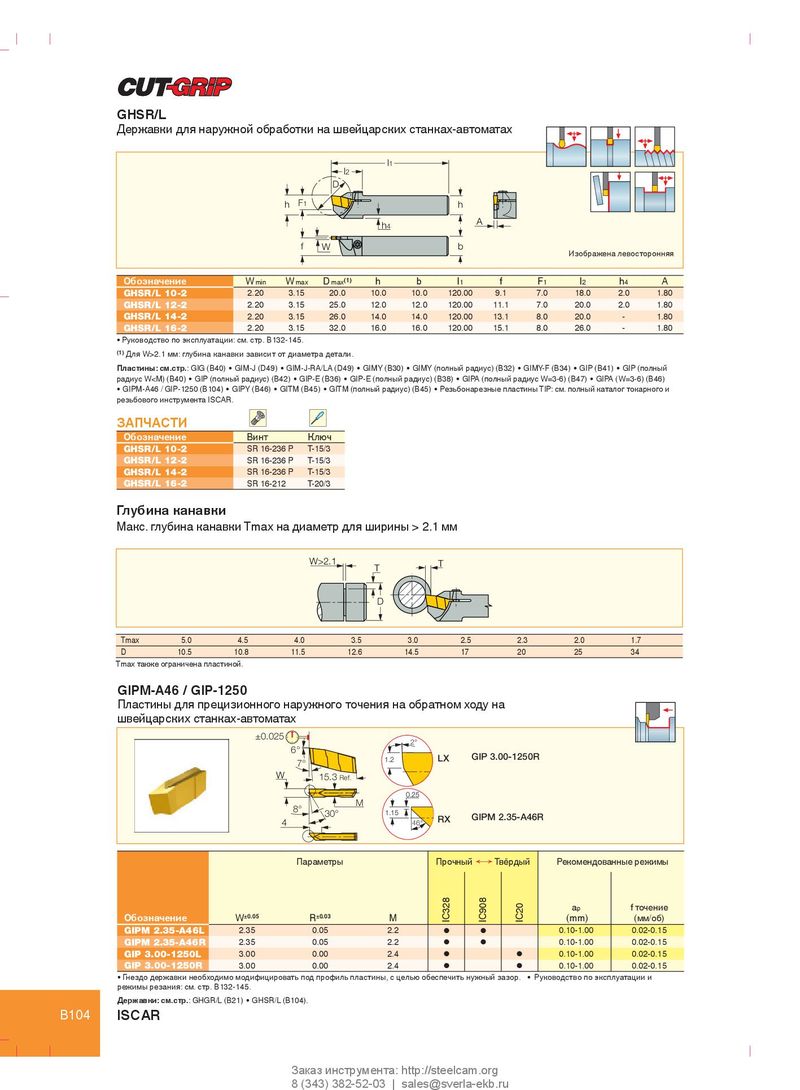
GHSR/L
Державки для наружной обработки на швейцарских станках-автоматах
l1
l2
D
h F1 h
A
h4
f W b
Изображена левосторонняя
Обозначение W min W max D max (1) h b l 1 f F 1 l 2 h 4 A
GHSR/L 10-2 2.20 3.15 20.0 10.0 10.0 120.00 9.1 7.0 18.0 2.0 1.80
GHSR/L 12-2 2.20 3.15 25.0 12.0 12.0 120.00 11.1 7.0 20.0 2.0 1.80
GHSR/L 14-2 2.20 3.15 26.0 14.0 14.0 120.00 13.1 8.0 20.0 - 1.80
GHSR/L 16-2 2.20 3.15 32.0 16.0 16.0 120.00 15.1 8.0 26.0 - 1.80
• Руководство по эксплуатации: см. стр. B132-145.
(1) Для W>2.1 мм: глубина канавки зависит от диаметра детали.
Пластины: см.стр.: GIG (B40) • GIM-J (D49) • GIM-J-RA/LA (D49) • GIMY (B30) • GIMY (полный радиус) (B32) • GIMY-F (B34) • GIP (B41) • GIP (полный
радиус W