Каталог Iscar токарный инструмент 2017 - страница 265
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017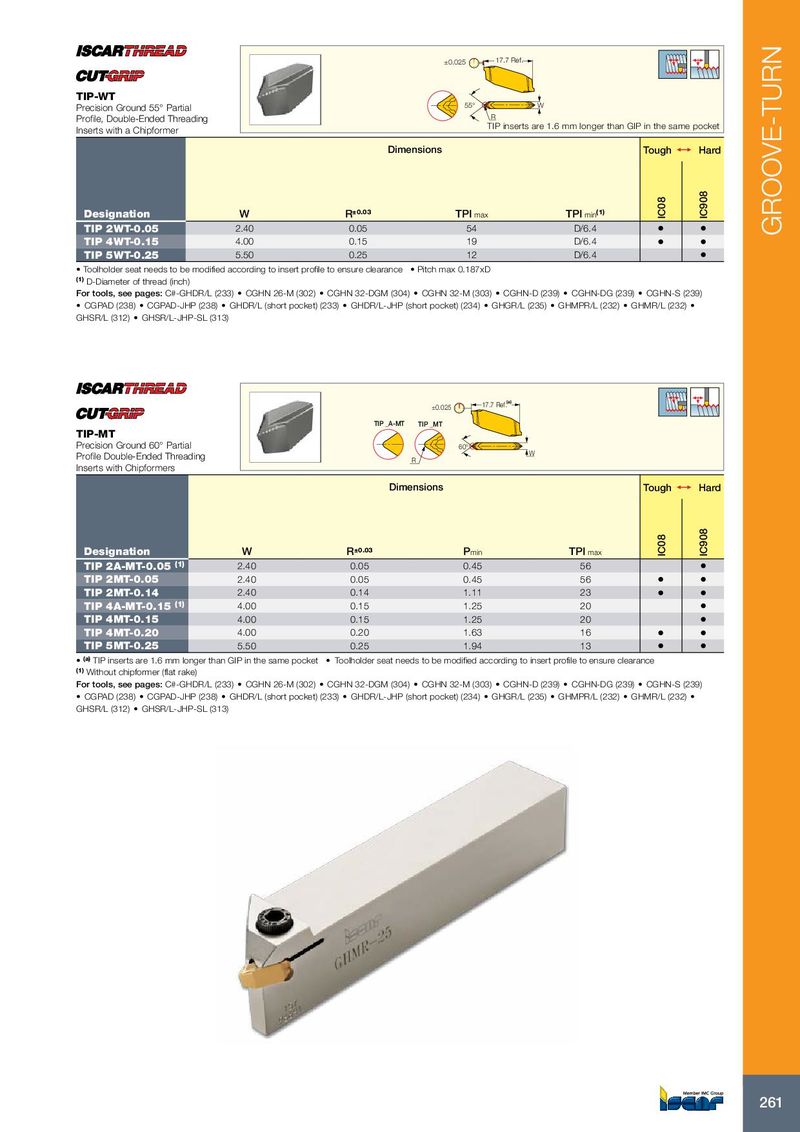
±0.025 17.7 Ref. TIP-WT Precision Ground 55° Partial 55° W Profile, Double-Ended Threading R TIP inserts are 1.6 mm longer than GIP in the same pocket Inserts with a Chipformer Dimensions Tough 1 Hard Designation W R ±0.03 TPI max TPI min (1) IC08 IC908 TIP 2WT-0.05 2.40 0.05 54 D/6.4 • • GROOVE-TURN TIP 4WT-0.15 4.00 0.15 19 D/6.4 • • TIP 5WT-0.25 5.50 0.25 12 D/6.4 • • Toolholder seat needs to be modified according to insert profile to ensure clearance • Pitch max 0.187xD (1) D-Diameter of thread (inch) For tools, see pages: C#-GHDR/L (233) • CGHN 26-M (302) • CGHN 32-DGM (304) • CGHN 32-M (303) • CGHN-D (239) • CGHN-DG (239) • CGHN-S (239) • CGPAD (238) • CGPAD-JHP (238) • GHDR/L (short pocket) (233) • GHDR/L-JHP (short pocket) (234) • GHGR/L (235) • GHMPR/L (232) • GHMR/L (232) • GHSR/L (312) • GHSR/L-JHP-SL (313) ±0.025 17.7 Ref. (a) TIP _A-MT TIP _MT TIP-MT Precision Ground 60° Partial 60° W Profile Double-Ended Threading R Inserts with Chipformers Dimensions Tough 1 Hard Designation W R ±0.03 P min TPI max IC08 IC908 TIP 2A-MT-0.05 (1) 2.40 0.05 0.45 56 • TIP 2MT-0.05 2.40 0.05 0.45 56 • • TIP 2MT-0.14 2.40 0.14 1.11 23 • • TIP 4A-MT-0.15 (1) 4.00 0.15 1.25 20 • TIP 4MT-0.15 4.00 0.15 1.25 20 • TIP 4MT-0.20 4.00 0.20 1.63 16 • • TIP 5MT-0.25 5.50 0.25 1.94 13 • • • (a) TIP inserts are 1.6 mm longer than GIP in the same pocket • Toolholder seat needs to be modified according to insert profile to ensure clearance (1) Without chipformer (flat rake) For tools, see pages: C#-GHDR/L (233) • CGHN 26-M (302) • CGHN 32-DGM (304) • CGHN 32-M (303) • CGHN-D (239) • CGHN-DG (239) • CGHN-S (239) • CGPAD (238) • CGPAD-JHP (238) • GHDR/L (short pocket) (233) • GHDR/L-JHP (short pocket) (234) • GHGR/L (235) • GHMPR/L (232) • GHMR/L (232) • GHSR/L (312) • GHSR/L-JHP-SL (313) 261