Каталог Iscar токарный инструмент 2017 - страница 210
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017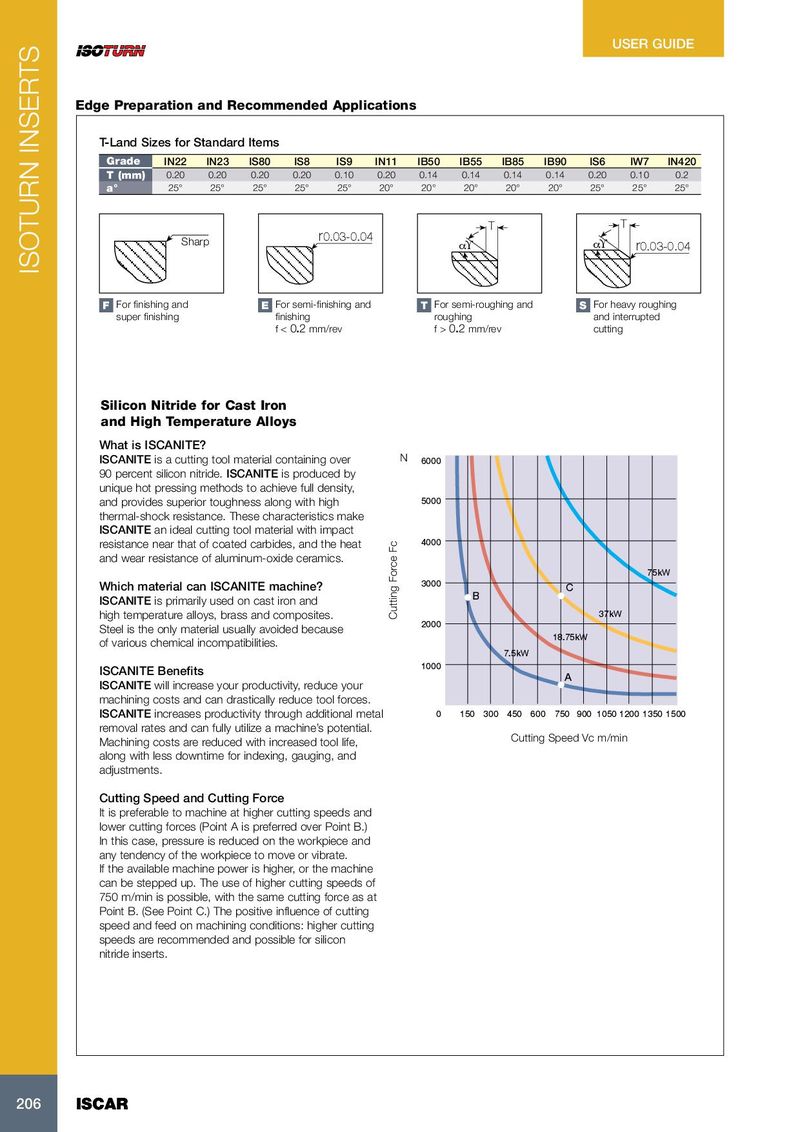
USER GUIDE Edge Preparation and Recommended Applications T-Land Sizes for Standard Items Grade IN22 IN23 IS80 IS8 IS9 IN11 IB50 IB55 IB85 IB90 IS6 IW7 IN420 T (mm) 0.20 0.20 0.20 0.20 0.10 0.20 0.14 0.14 0.14 0.14 0.20 0.10 0.2 a° 25° 25° 25° 25° 25° 20° 20° 20° 20° 20° 25° 25° 25° T T r0.03-0.04 Sharp αϒ αϒ r0.03-0.04 ISOTURN INSERTS F • For finishing and E • For semi-finishing and T • For semi-roughing and S • For heavy roughing super finishing finishing roughing and interrupted f < 0.2 mm/rev f > 0.2 mm/rev cutting Silicon Nitride for Cast Iron and High Temperature Alloys What is ISCANITE? ISCANITE is a cutting tool material containing over N 6000 90 percent silicon nitride. ISCANITE is produced by unique hot pressing methods to achieve full density, and provides superior toughness along with high 5000 thermal-shock resistance. These characteristics make ISCANITE an ideal cutting tool material with impact resistance near that of coated carbides, and the heat 4000 and wear resistance of aluminum-oxide ceramics. 75kW Which material can ISCANITE machine? 3000 C B ISCANITE is primarily used on cast iron and high temperature alloys, brass and composites. Cutting Force Fc 37kW 2000 Steel is the only material usually avoided because 18.75kW of various chemical incompatibilities. 7.5kW 1000 ISCANITE Benefits A ISCANITE will increase your productivity, reduce your machining costs and can drastically reduce tool forces. ISCANITE increases productivity through additional metal 0 150 300 450 600 750 900 1050 1200 1350 1500 removal rates and can fully utilize a machine’s potential. Cutting Speed Vc m/min Machining costs are reduced with increased tool life, along with less downtime for indexing, gauging, and adjustments. Cutting Speed and Cutting Force It is preferable to machine at higher cutting speeds and lower cutting forces (Point A is preferred over Point B.) In this case, pressure is reduced on the workpiece and any tendency of the workpiece to move or vibrate. If the available machine power is higher, or the machine can be stepped up. The use of higher cutting speeds of 750 m/min is possible, with the same cutting force as at Point B. (See Point C.) The positive influence of cutting speed and feed on machining conditions: higher cutting speeds are recommended and possible for silicon nitride inserts. 206 206 ISCAR ISCAR