Каталог Iscar токарный инструмент 2017 - страница 193
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017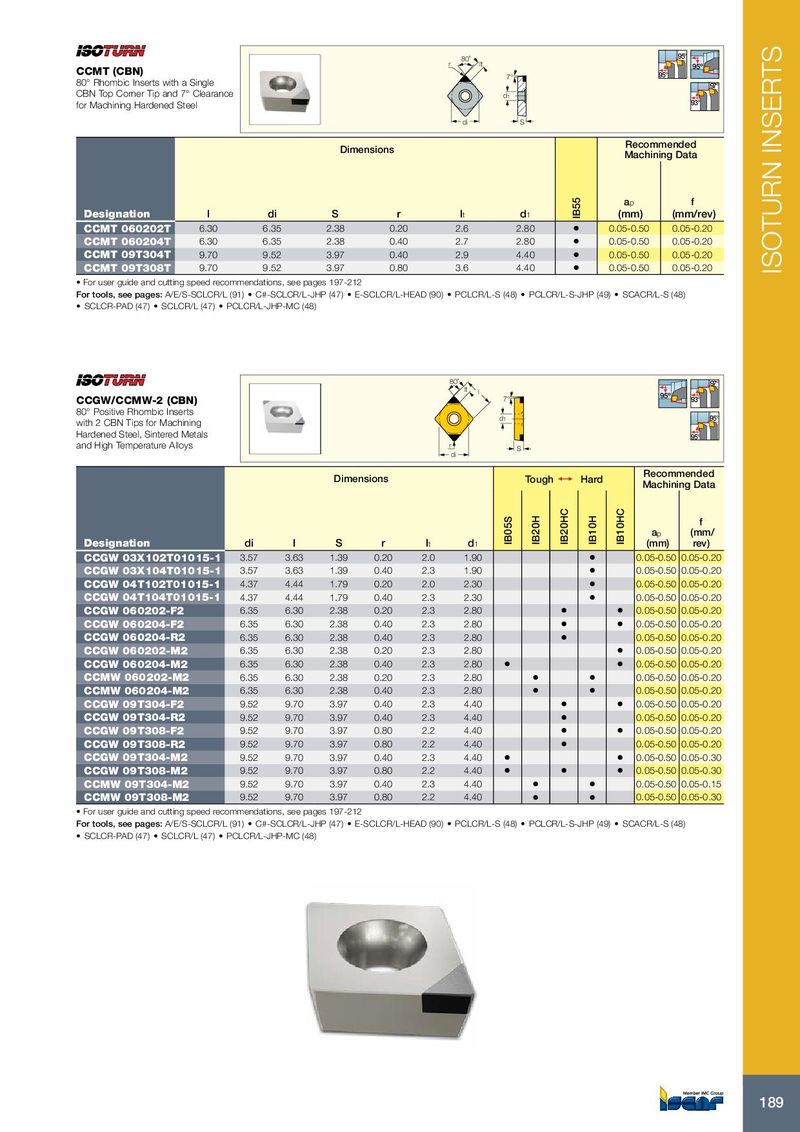
80˚ 95° r lt 95º CCMT (CBN) 7° 95° 80° Rhombic Inserts with a Single 97° CBN Top Corner Tip and 7° Clearance d1 for Machining Hardened Steel 93° di S Recommended Dimensions Machining Data a p f Designation l di S r l t d 1 IB55 (mm) (mm/rev) CCMT 060202T 6.30 6.35 2.38 0.20 2.6 2.80 • 0.05-0.50 0.05-0.20 CCMT 060204T 6.30 6.35 2.38 0.40 2.7 2.80 • 0.05-0.50 0.05-0.20 CCMT 09T304T 9.70 9.52 3.97 0.40 2.9 4.40 • 0.05-0.50 0.05-0.20 CCMT 09T308T 9.70 9.52 3.97 0.80 3.6 4.40 • 0.05-0.50 0.05-0.20 ISOTURN INSERTS • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A/E/S-SCLCR/L (91) • C#-SCLCR/L-JHP (47) • E-SCLCR/L-HEAD (90) • PCLCR/L-S (48) • PCLCR/L-S-JHP (49) • SCACR/L-S (48) • SCLCR-PAD (47) • SCLCR/L (47) • PCLCR/L-JHP-MC (48) 80˚ 97° lt l CCGW/CCMW-2 (CBN) 7° 95º 93° 80° Positive Rhombic Inserts d1 95° with 2 CBN Tips for Machining Hardened Steel, Sintered Metals 95° and High Temperature Alloys r S di Recommended Dimensions Tough 1 Hard Machining Data f a p (mm/ Designation di l S r l t d 1 IB05S IB20H IB20HC IB10H IB10HC (mm) rev) CCGW 03X102T01015-1 3.57 3.63 1.39 0.20 2.0 1.90 • 0.05-0.50 0.05-0.20 CCGW 03X104T01015-1 3.57 3.63 1.39 0.40 2.3 1.90 • 0.05-0.50 0.05-0.20 CCGW 04T102T01015-1 4.37 4.44 1.79 0.20 2.0 2.30 • 0.05-0.50 0.05-0.20 CCGW 04T104T01015-1 4.37 4.44 1.79 0.40 2.3 2.30 • 0.05-0.50 0.05-0.20 CCGW 060202-F2 6.35 6.30 2.38 0.20 2.3 2.80 • • 0.05-0.50 0.05-0.20 CCGW 060204-F2 6.35 6.30 2.38 0.40 2.3 2.80 • • 0.05-0.50 0.05-0.20 CCGW 060204-R2 6.35 6.30 2.38 0.40 2.3 2.80 • 0.05-0.50 0.05-0.20 CCGW 060202-M2 6.35 6.30 2.38 0.20 2.3 2.80 • 0.05-0.50 0.05-0.20 CCGW 060204-M2 6.35 6.30 2.38 0.40 2.3 2.80 • • 0.05-0.50 0.05-0.20 CCMW 060202-M2 6.35 6.30 2.38 0.20 2.3 2.80 • • 0.05-0.50 0.05-0.20 CCMW 060204-M2 6.35 6.30 2.38 0.40 2.3 2.80 • • 0.05-0.50 0.05-0.20 CCGW 09T304-F2 9.52 9.70 3.97 0.40 2.3 4.40 • • 0.05-0.50 0.05-0.20 CCGW 09T304-R2 9.52 9.70 3.97 0.40 2.3 4.40 • 0.05-0.50 0.05-0.20 CCGW 09T308-F2 9.52 9.70 3.97 0.80 2.2 4.40 • • 0.05-0.50 0.05-0.20 CCGW 09T308-R2 9.52 9.70 3.97 0.80 2.2 4.40 • 0.05-0.50 0.05-0.20 CCGW 09T304-M2 9.52 9.70 3.97 0.40 2.3 4.40 • • 0.05-0.50 0.05-0.30 CCGW 09T308-M2 9.52 9.70 3.97 0.80 2.2 4.40 • • • 0.05-0.50 0.05-0.30 CCMW 09T304-M2 9.52 9.70 3.97 0.40 2.3 4.40 • • 0.05-0.50 0.05-0.15 CCMW 09T308-M2 9.52 9.70 3.97 0.80 2.2 4.40 • • 0.05-0.50 0.05-0.30 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A/E/S-SCLCR/L (91) • C#-SCLCR/L-JHP (47) • E-SCLCR/L-HEAD (90) • PCLCR/L-S (48) • PCLCR/L-S-JHP (49) • SCACR/L-S (48) • SCLCR-PAD (47) • SCLCR/L (47) • PCLCR/L-JHP-MC (48) 189