Каталог Iscar расточные системы - страница 105
Навигация
 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar монолитные сверла 2022
Каталог Iscar монолитные сверла 2022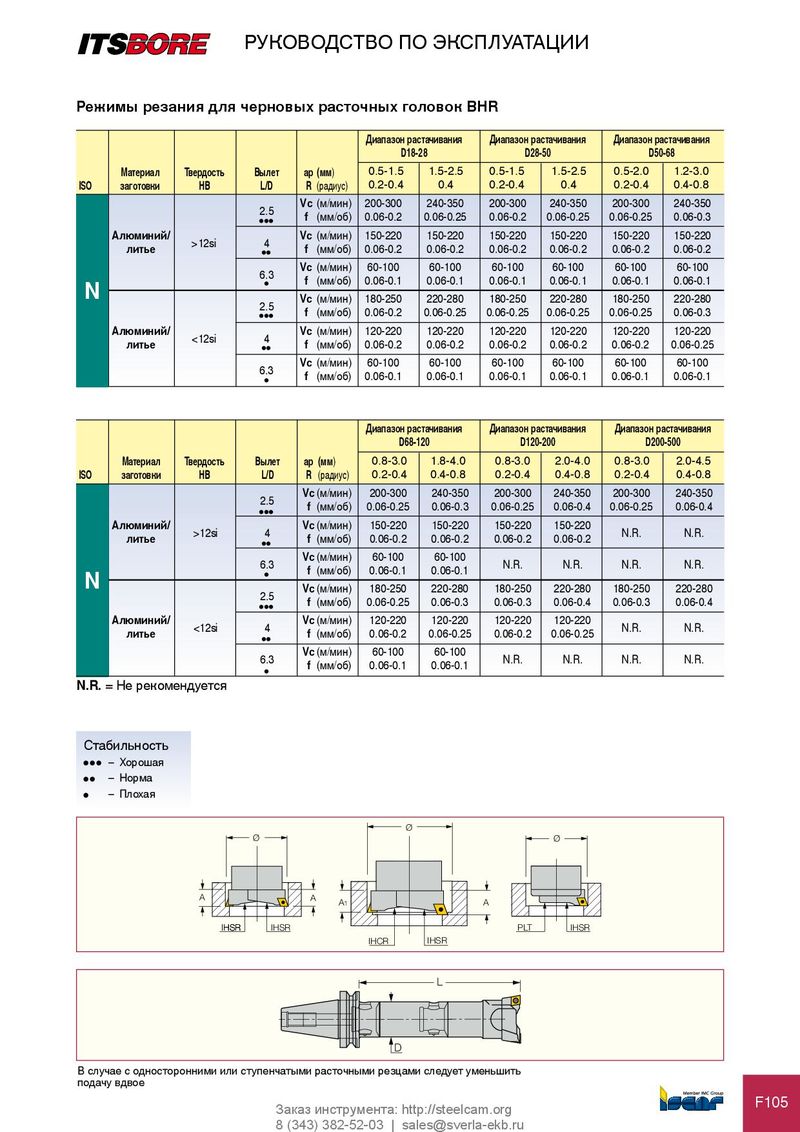
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ режимы резания для черновых расточных головок BHR диапазон растачивания диапазон растачивания диапазон растачивания D18-28 D28-50 D50-68 Материал твердость вылет ap (мм) 0.5-1.5 1.5-2.5 0.5-1.5 1.5-2.5 0.5-2.0 1.2-3.0 ISO заготовки HB L/D R (радиус) 0.2-0.4 0.4 0.2-0.4 0.4 0.2-0.4 0.4-0.8 Vc (м/мин) 200-300 240-350 200-300 240-350 200-300 240-350 2.5 f (мм/об) 0.06-0.2 0.06-0.25 0.06-0.2 0.06-0.25 0.06-0.25 0.06-0.3 ••• алюминий/ Vc (м/мин) 150-220 150-220 150-220 150-220 150-220 150-220 >12si 4 литье •• f (мм/об) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 Vc (м/мин) 60-100 60-100 60-100 60-100 60-100 60-100 6.3 • f (мм/об) 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 N Vc (м/мин) 180-250 220-280 180-250 220-280 180-250 220-280 2.5 ••• f (мм/об) 0.06-0.2 0.06-0.25 0.06-0.25 0.06-0.25 0.06-0.25 0.06-0.3 алюминий/ Vc (м/мин) 120-220 120-220 120-220 120-220 120-220 120-220 <12si 4 литье f (мм/об) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.25 •• Vc (м/мин) 60-100 60-100 60-100 60-100 60-100 60-100 6.3 f (мм/об) 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 • диапазон растачивания диапазон растачивания диапазон растачивания D68-120 D120-200 D200-500 Материал твердость вылет ap (мм) 0.8-3.0 1.8-4.0 0.8-3.0 2.0-4.0 0.8-3.0 2.0-4.5 ISO заготовки HB L/D R (радиус) 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8 Vc (м/мин) 200-300 240-350 200-300 240-350 200-300 240-350 2.5 f (мм/об) 0.06-0.25 0.06-0.3 0.06-0.25 0.06-0.4 0.06-0.25 0.06-0.4 ••• алюминий/ Vc (м/мин) 150-220 150-220 150-220 150-220 >12si 4 N.R. N.R. литье f (мм/об) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 •• Vc (м/мин) 60-100 60-100 6.3 N.R. N.R. N.R. N.R. f (мм/об) 0.06-0.1 0.06-0.1 • N Vc (м/мин) 180-250 220-280 180-250 220-280 180-250 220-280 2.5 f (мм/об) 0.06-0.25 0.06-0.3 0.06-0.3 0.06-0.4 0.06-0.3 0.06-0.4 ••• алюминий/ Vc (м/мин) 120-220 120-220 120-220 120-220 <12si 4 N.R. N.R. литье f (мм/об) 0.06-0.2 0.06-0.25 0.06-0.2 0.06-0.25 •• Vc (м/мин) 60-100 60-100 6.3 N.R. N.R. N.R. N.R. f (мм/об) 0.06-0.1 0.06-0.1 • N.R. = Не рекомендуется Стабильность l l l – Хорошая l l – Норма l – Плохая Ø Ø Ø A A A1 A IHSR IHSR IHSR PLT IHSR IHCR IHSR L D В случае с односторонними или ступенчатыми расточными резцами следует уменьшить подачу вдвое F105 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru