Каталог Iscar крепление инструмента - страница 308
Навигация
 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022 Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018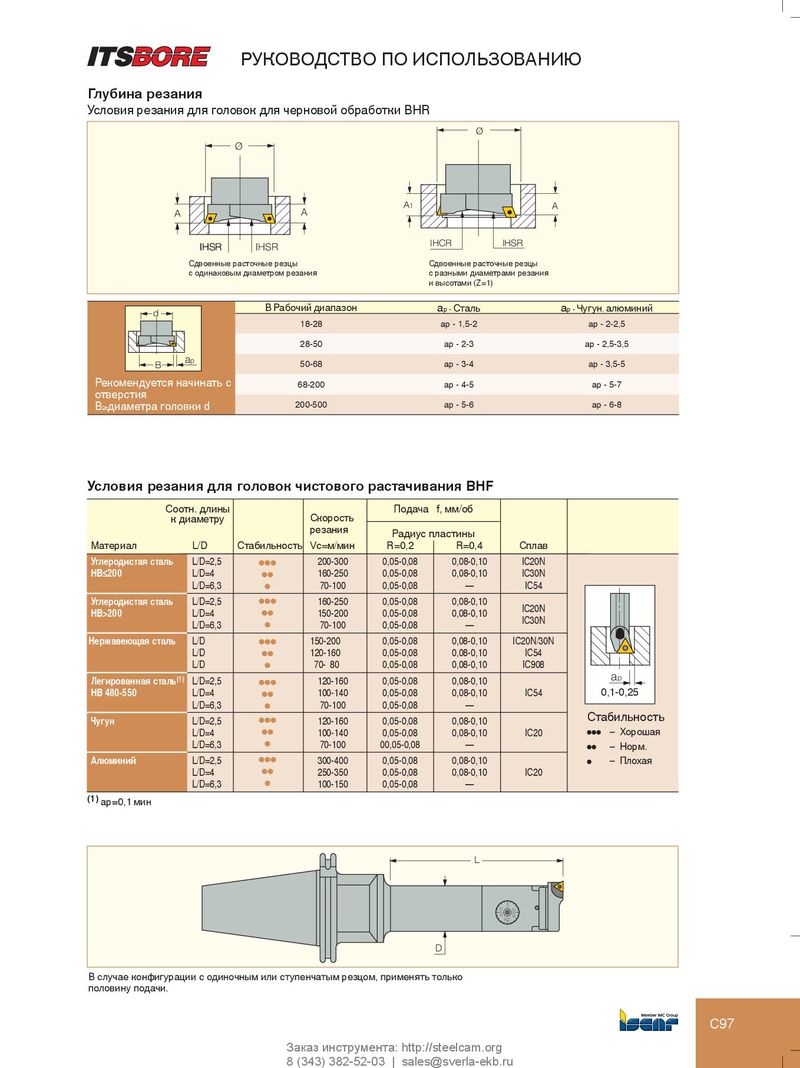
РУКОВОДСТВО ПО ИСПОЛЬЗОВАНИЮ Глубина резания Условия резания для головок для черновой обработки BHR Ø Ø A1 A A A IHCR IHSR IHSR IHSR IHSR Сдвоенные расточные резцы Сдвоенные расточные резцы с одинаковым диаметром резания с разными диаметрами резания и высотами (Z=1) B Рабочий диапазон a p - Сталь a p - Чугун , алюминий d 18-28 ap - 1,5-2 ap - 2-2,5 28-50 ap - 2-3 ap - 2,5-3,5 ap B 50-68 ap - 3-4 ap - 3,5-5 Рекомендуется начинать с 68-200 ap - 4-5 ap - 5-7 отверстия B≥диаметра головки d 200-500 ap - 5-6 ap - 6-8 Условия резания для головок чистового растачивания BHF Соотн. длины Подача f, мм/об к диаметру Скорость резания Радиус пластины Материал L/D Стабильность Vc=м/мин R=0,2 R=0,4 Сплав Углеродистая сталь L/D=2,5 lll 200-300 0,05-0,08 0,08-0,10 IC20N HB≤200 L/D=4 ll 160-250 0,05-0,08 0,08-0,10 IC30N L/D=6,3 l 70-100 0,05-0,08 — IC54 Углеродистая сталь L/D=2,5 lll 160-250 0,05-0,08 0,08-0,10 IC20N HB>200 L/D=4 ll 150-200 0,05-0,08 0,08-0,10 IC30N L/D=6,3 l 70-100 0,05-0,08 — Нержавеющая сталь L/D lll 150-200 0,05-0,08 0,08-0,10 IC20N/30N L/D ll 120-160 0,05-0,08 0,08-0,10 IC54 L/D 70- 80 l 0,05-0,08 0,08-0,10 IC908 ap Легированная сталь (1) L/D=2,5 lll 120-160 0,05-0,08 0,08-0,10 HB 480-550 L/D=4 ll 100-140 0,05-0,08 0,08-0,10 IC54 0,1-0,25 L/D=6,3 l 70-100 0,05-0,08 — Чугун L/D=2,5 lll 120-160 0,05-0,08 0,08-0,10 Стабильность L/D=4 ll 100-140 0,05-0,08 0,08-0,10 IC20 lll – Хорошая L/D=6,3 l 70-100 00,05-0,08 — ll – Норм. Алюминий L/D=2,5 lll 300-400 0,05-0,08 0,08-0,10 l – Плохая L/D=4 ll 250-350 0,05-0,08 0,08-0,10 IC20 L/D=6,3 l 100-150 0,05-0,08 — (1) ap=0,1 мин L 0 .0005 .0015 .001 D В случае конфигурации с одиночным или ступенчатым резцом, применять только половину подачи. C97 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru