Каталог Iscar отрезка 2022 - страница 149
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022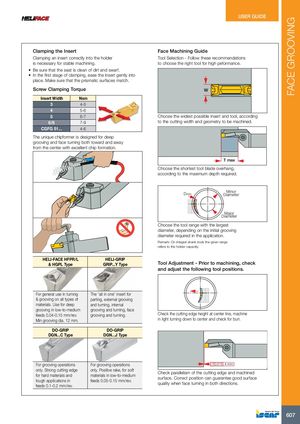
FACE GROOVING USER GUIDE Clamping the Insert Face Machining Guide Clamping an insert correctly into the holder Tool Selection - Follow these recommendations is necessary for stable machining. to choose the right tool for high peformance. • Be sure that the seat is clean of dirt and swarf. • In the first stage of clamping, ease the insert gently into place. Make sure that the prismatic surfaces match. Screw Clamping Torque W Insert Width Nxm 3 4-5 4 5-6 5 6-7 Choose the widest possible insert and tool, according 6/8 7-9 to the cutting width and geometry to be machined. CGFG 51... 4-6 The unique chipformer is designed for deep grooving and face turning both toward and away from the center with excellent chip formation. T max Choose the shortest tool blade overhang, according to the maximum depth required. Dmin MinorDiameter Major Diameter Choose the tool range with the largest diameter, depending on the initial grooving diameter required in the application. Remark: On integral shank tools the given range refers to the holder capacity. HELI-FACE HFPR/L HELI-GRIP & HGPL Type GRIP...Y Type Tool Adjustment - Prior to machining, check and adjust the following tool positions. For general use in turning The “all in one” insert for & grooving on all types of parting, external grooving materials. Use for deep and turning, internal grooving in low-to-medium grooving and turning, face feeds 0.04-0.15 mm/rev. grooving and turning. Check the cutting edge height at center line, machine Min grooving dia. 12 mm. in light turning down to center and check for burr. DO-GRIP DO-GRIP DGN...C Type DGN...J Type For grooving operations For grooving operations // 0.015 4 mm only. Strong cutting edge only. Positive rake, for softfor hard materials andmaterials in low-to-mediumtough applications infeeds 0.05-0.15 mm/rev.feeds 0.1-0.2 mm/rev.Check parallelism of the cutting edge and machinedsurface. Correct position can guarantee good surfacequality when face turning in both directions. 607