Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 228
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления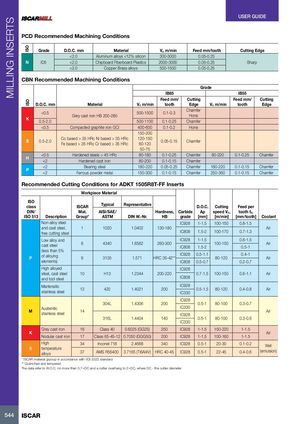
USER GUIDE MILLING INSERTS PCD Recommended Machining Conditions ISO Grade D.O.C. mm Material Vc m/min Feed mm/tooth Cutting Edge <2.0 Aluminum alloys <12% silicon 300-3000 0.05-0.25 N ID5 <2.0 Chipboard Fiberboard Plastics 2000-3000 0.05-0.25 Sharp <2.0 Copper Brass alloys 500-1500 0.05-0.25 CBN Recommended Machining Conditions Grade IB85 IB55 Feed mm/ Cutting Feed mm/ Cutting ISO D.O.C. mm Material Vc m/min tooth Edge Vc m/min tooth Edge Chamfer <0.5 500-1500 0.1-0.3 Grey cast iron HB 200-280 Hone K 0.5-2.0 500-1100 0.1-0.25 Chamfer <0.5 Compacted graphite iron GCI 400-600 0.1-0.2 Hone 150-200 Co based > 35 HRc Ni based > 35 HRc 120-150 S 0.5-2.0 0.05-0.15 Chamfer Fe based > 35 HRc Cr based > 35 HRc 60-120 50-75 <0.5 Hardened steels > 45 HRc 80-180 0.1-0.25 Chamfer 80-220 0.1-0.25 Chamfer H <2 Hardened cast iron 80-200 0.1-0.15 Chamfer <2 Bearing steel 180-220 0.05-0.25 Chamfer 180-220 0.1-0.15 Chamfer P <2 Ferrous powder metal 150-300 0.1-0.15 Chamfer 250-360 0.1-0.15 Chamfer Recommended Cutting Conditions for ADKT 1505R8T-FF Inserts Workpiece Material ISO Typical Representative class ISCAR D.O.C. Cutting Feed per DIN/ Mat. AISI/SAE/ Hardness, Carbide Ap speed Vc, tooth fz, ISO 513 Description Group* ASTM DIN W.-Nr. HB grade [mm] [m/min] [mm/tooth] Coolant Non-alloy steel IC928 1-1.5 100-150 0.8-1.5 and cast steel, 1 1020 1.0402 130-180 Air free cutting steel IC808 1.5-2 100-170 0.7-1.3 Low alloy and IC928 1-1.5 0.8-1.5 cast steel 8 4340 1.6582 260-300 100-150 Air IC808 1.5-2 0.5-1 (less than 5% of alloying IC928 0.5-1.1 0.4-1 P 9 3135 1.571 HRC 35-42** 80-120 Air elements) IC808 0.5-0.7 0.2-0.7 High alloyed IC928 steel, cast steel 10 H13 1.2344 200-220 0.7-1.5 100-150 0.6-1.1 Air and tool steel IC808 Martensitic IC928 12 420 1.4021 200 0.5-1.5 80-120 0.4-0.8 Air stainless steel IC330 IC928 304L 1.4306 200 0.5-1 80-100 0.3-0.7 Austenitic IC330 M 14 Air stainless steel IC928 316L 1.4404 140 0.5-1 80-100 0.3-0.6 IC330 Grey cast iron 16 Class 40 0.6025 (GG25) 250 IC928 1-1.5 150-220 1-1.5 K Air Nodular cast iron 17 Class 65-45-12 0.7050 (GGG50) 200 IC928 1-1.5 100-160 1-1.5 High 34 Inconel 718 2.4668 340 IC928 0.5-1 20-30 0.1-0.2 Wet S temperature 37 AMS R56400 3.7165 (Ti6Al4V) HRC 40-45 IC928 0.5-1 22-45 0.4-0.6 (emulsion) alloys * ISCAR material grpoup in accordance with VDI 3323 standard ** Quenched and tempered The data refer to W.O.C. no more than 0.7×DC and a cutter overhang to 2×DC, where DC - the cutter diameter 544 ISCAR