Каталог Iscar инструмент для обработки отверстий - страница 59
Навигация
 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы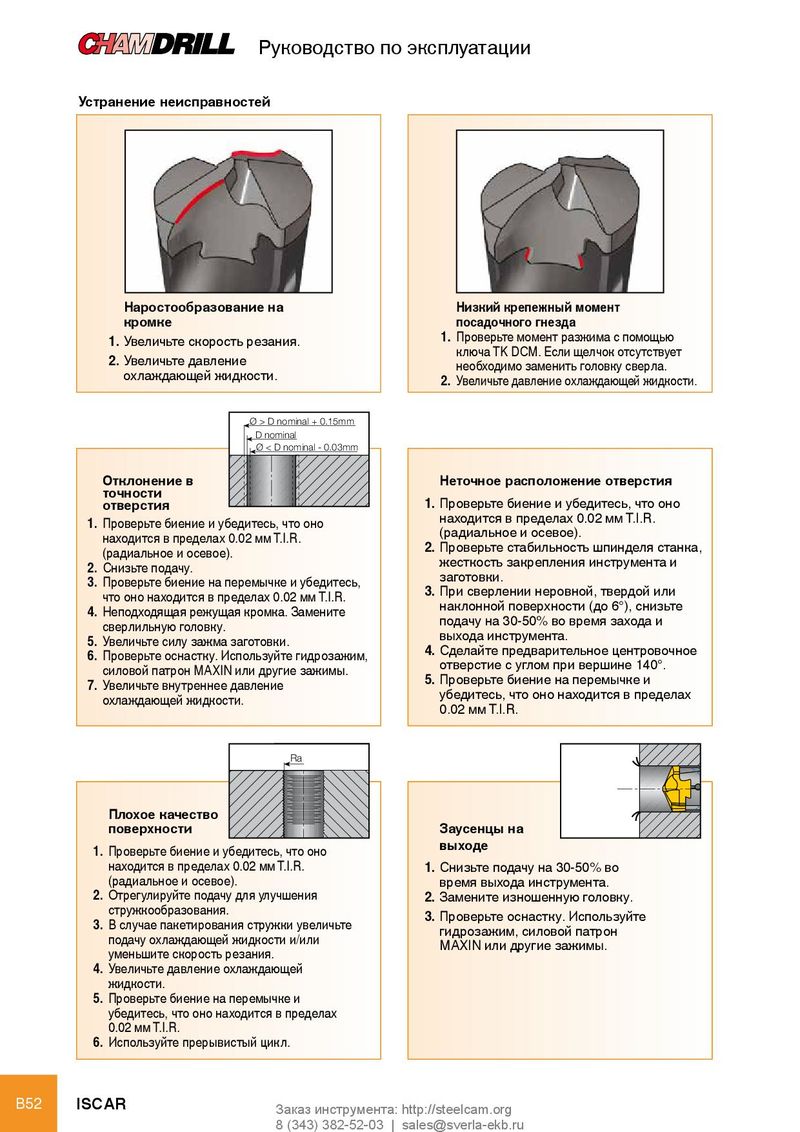
Руководство по эксплуатации Устранение неисправностей Наростообразование на Низкий крепежный момент кромке посадочного гнезда 1. Увеличьте скорость резания. 1. Проверьте момент разжима с помощью 2. Увеличьте давление ключа TK DCM. Если щелчок отсутствует охлаждающей жидкости. необходимо заменить головку сверла. 2. Увеличьте давление охлаждающей жидкости. Ø > D nominal + 0.15mm D nominal Ø < D nominal - 0.03mm Отклонение в Неточное расположение отверстия точности 1. Проверьте биение и убедитесь, что оно отверстия 1. Проверьте биение и убедитесь, что оно находится в пределах 0.02 мм T.I.R. находится в пределах 0.02 мм T.I.R. (радиальное и осевое). (радиальное и осевое). 2. Проверьте стабильность шпинделя станка, 2. Снизьте подачу. жесткость закрепления инструмента и 3. Проверьте биение на перемычке и убедитесь, заготовки. что оно находится в пределах 0.02 мм T.I.R. 3. При сверлении неровной, твердой или 4. Неподходящая режущая кромка. Замените наклонной поверхности (до 6°), снизьте сверлильную головку. подачу на 30-50% во время захода и 5. Увеличьте силу зажма заготовки. выхода инструмента. 6. Проверьте оснастку. Используйте гидрозажим, 4. Сделайте предварительное центровочное силовой патрон MAXIN или другие зажимы. отверстие с углом при вершине 140°. 7. Увеличьте внутреннее давление 5. Проверьте биение на перемычке и охлаждающей жидкости. убедитесь, что оно находится в пределах 0.02 мм T.I.R. Ra Ra Плохое качество поверхности ЗаЗусаеунсецныцныанваыходе 1. Проверьте биение и убедитесь, что оно выходе находится в пределах 0.02 мм T.I.R. 11.. С3иСвЗр0аннве-мииы5мззе0хяььно%ттидвеетыавеппохиооионвддздрсаанатеччормууишуняннмесаазентаннр3хтуу0оамю-д5.еа0гно%тлаов.воку. (радиальное и осевое). 2. Отрегулируйте подачу для улучшения 2. стружкообразования. 23.. гЗПгоиарлдмоорвевоенкзриуаьт.жтееиимозс,ннсоаишслетокнвуно.уйИюпсапторлоьнзуйте 3. В случае пакетирования стружки увеличьте подачу охлаждающей жидкости и/или 3. ПMрAоXвIеNриьтлеиодсрнуагситекзуа. жимы. уменьшите скорость резания. Используйте 4. Увеличьте давление охлаждающей гидрозажим, силовой жидкости. патрон MAXIN или 5. Проверьте биение на перемычке и другие зажимы. убедитесь, что оно находится в пределах 0.02 мм T.I.R. 6. Используйте прерывистый цикл. B52 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru