Каталог Iscar инструмент для обработки отверстий - страница 40
Навигация
 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы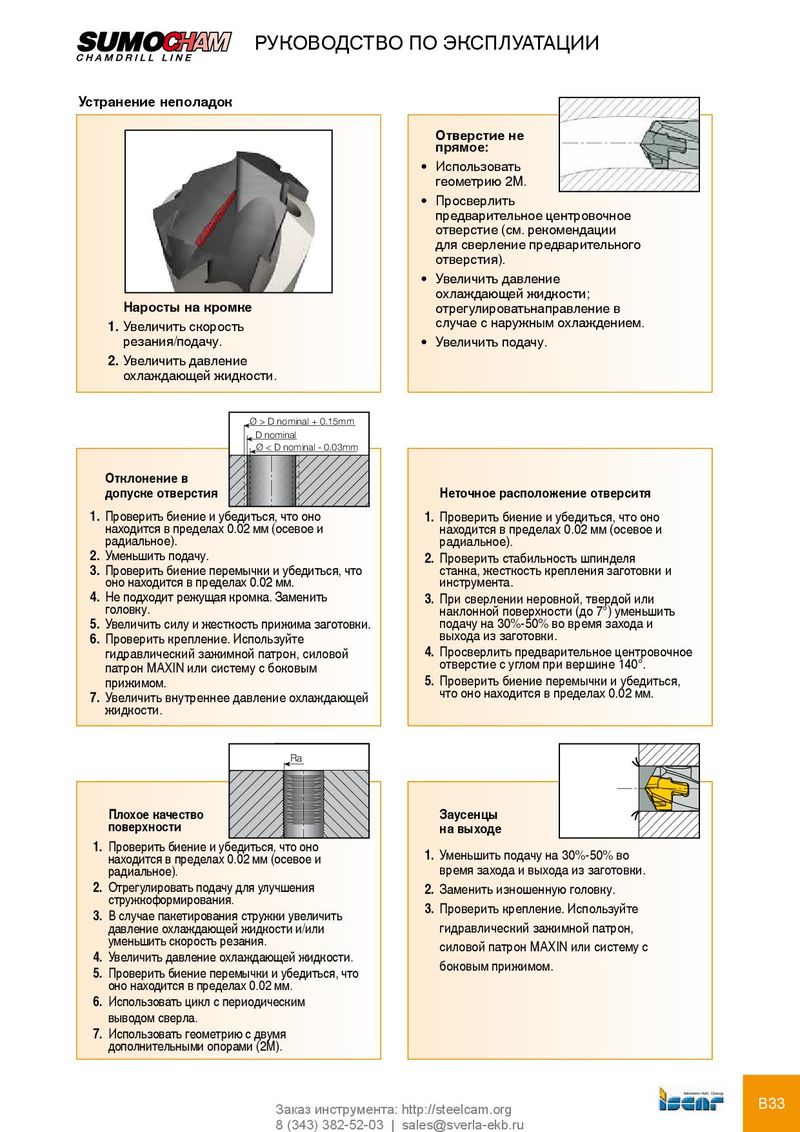
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Устранение неполадок Отверстие не прямое: • Использовать геометрию 2M. • Просверлить предварительное центровочное отверстие (см. рекомендации для сверление предварительного отверстия). • Увеличить давление охлаждающей жидкости; Наросты на кромке отрегулироватьнаправление в 1. Увеличить скорость случае с наружным охлаждением. резания/подачу. • Увеличить подачу. 2. Увеличить давление охлаждающей жидкости. Ø > D nominal + 0.15mm D nominal Ø < D nominal - 0.03mm Отклонение в допуске отверстия Неточное расположение отверситя 1. Проверить биение и убедиться, что оно 1. Проверить биение и убедиться, что оно находится в пределах 0.02 мм (осевое и находится в пределах 0.02 мм (осевое и радиальное). радиальное). 2. Уменьшить подачу. 2. Проверить стабильность шпинделя 3. Проверить биение перемычки и убедиться, что станка, жесткость крепления заготовки и оно находится в пределах 0.02 мм. инструмента. 4. Не подходит режущая кромка. Заменить 3. При сверлении неровной, твердой или головку. наклонной поверхности (до 7°) уменьшить 5. Увеличить силу и жесткость прижима заготовки. подачу на 30%-50% во время захода и 6. Проверить крепление. Используйте выхода из заготовки. гидравлический зажимной патрон, силовой 4. Просверлить предварительное центровочное патрон MAXIN или систему с боковым отверстие с углом при вершине 140°. прижимом. 5. Проверить биение перемычки и убедиться, 7. Увеличить внутреннее давление охлаждающей что оно находится в пределах 0.02 мм. жидкости. Ra Ra Плохое качество Заусенцы поверхности на выходе 1. Проверить биение и убедиться, что оно 1. Уменьшить подачу на 30%-50% во находится в пределах 0.02 мм (осевое и время захода и выхода из заготовки. радиальное). 2. Отрегулировать подачу для улучшения 2. Заменить изношенную головку. стружкоформирования. 3. Проверить крепление. Используйте 3. В случае пакетирования стружки увеличить гидравлический зажимной патрон, давление охлаждающей жидкости и/или уменьшить скорость резания. силовой патрон MAXIN или систему с 4. Увеличить давление охлаждающей жидкости. боковым прижимом. 5. Проверить биение перемычки и убедиться, что оно находится в пределах 0.02 мм. 6. Использовать цикл с периодическим выводом сверла. 7. Использовать геометрию с двумя дополнительными опорами (2M). Заказ инструмента: http://steelcam.org B33 8 (343) 382-52-03 | sales@sverla-ekb.ru