Каталог Guhring техническая документация - страница 88
Навигация
 Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Каталог Guhring фрезерный инструмент
Каталог Guhring фрезерный инструмент Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010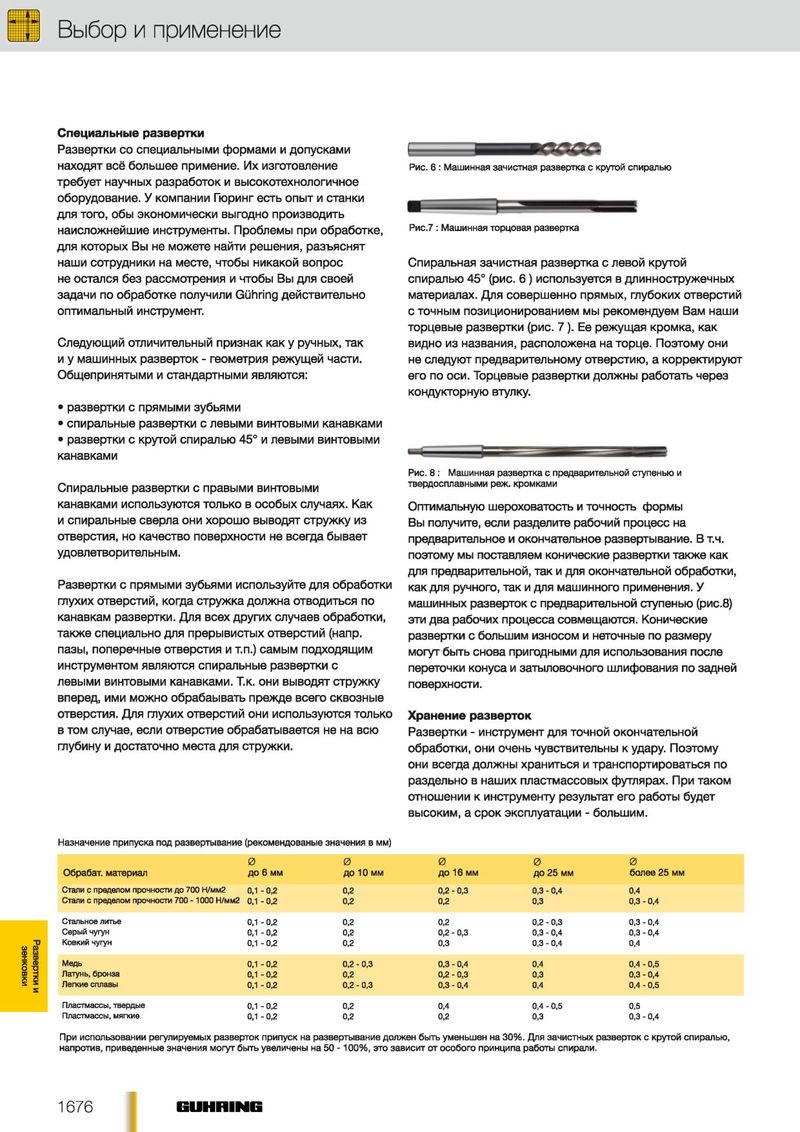
Выбор и применение Специальные развертки Развертки со специальными формами и допусками находят всё большее применив. Их изготовление Рис. 6 : Машинная зачистная развертка с крутой спиралью требует научных разработок и высокотехнологичное оборудование. У компании Гюринг есть опыт и станки для того, обы экономически выгодно производить наисложнейшие инструменты. Проблемы при обработке, Рис.7 : Машинная торцовая развертка для которых Вы не можете найти решения, разъяснят наши сотрудники на месте, чтобы никакой вопрос Спиральная зачистная развертка с левой крутой не остался без рассмотрения и чтобы Вы для своей спиралью 45° (рис. 6 ) используется в длинностружечных задачи по обработке получили GQhring действительно материалах. Для совершенно прямых, глубоких отверстий оптимальный инструмент. с точным позиционированием мы рекомендуем Вам наши торцевые развертки (рис. 7 ). Ее режущая кромка, как Следующий отличительный признак как у ручных, так видно из названия, расположена на торце. Поэтому они и у машинных разверток - геометрия режущей части. не следуют предварительному отверстию, а корректируют Общепринятыми и стандартными являются: его по оси. Торцевые развертки должны работать через кондукторную втулку. • развертки с прямыми зубьями • спиральные развертки с левыми винтовыми канавками • развертки с крутой спиралью 45° и левыми винтовыми канавками Рис. 8 : Машинная развертка с предварительной ступенью и твердосплавными реж. кромками Спиральные развертки с правыми винтовыми канавками используются только в особых случаях. Как Оптимальную шероховатость и точность формы и спиральные сверла они хорошо выводят стружку из Вы получите, если разделите рабочий процесс на отверстия, но качество поверхности не всегда бывает предварительное и окончательное развертывание. В т.ч. удовлетворительным. поэтому мы поставляем конические развертки также как для предварительной, так и для окончательной обработки, Развертки с прямыми зубьями используйте для обработки как для ручного, так и для машинного применения. У глухих отверстий, когда стружка должна отводиться по машинных разверток с предварительной ступенью (рис.8) канавкам развертки. Для всех других случаев обработки, эти два рабочих процесса совмещаются. Конические также специально для прерывистых отверстий (напр. развертки с большим износом и неточные по размеру пазы, поперечные отверстия и т.п.) самым подходящим могут быть снова пригодными для использования после инструментом являются спиральные развертки с переточки конуса и затыловочного шлифования по задней левыми винтовыми канавками. Т.к. они выводят стружку поверхности. вперед, ими можно обрабаывать прежде всего сквозные отверстия. Для глухих отверстий они используются только Хранение разверток в том случае, если отверстие обрабатывается не на всю Развертки - инструмент для точной окончательной глубину и достаточно места для стружки. обработки, они очень чувствительны к удару. Поэтому они всегда должны храниться и транспортироваться по раздельно в наших пластмассовых футлярах. При таком отношении к инструменту результат его работы будет высоким, а срок эксплуатации - большим. Назначение припуска под развертывание (рекомендованые значения в мм) 0 0 0 0 0 Обрабат. материал до 6 мм до 10 мм Д О 16 М М до 25 мм более 25 мм С т а л и с п р е д е л о м п р о ч н о с т и д о 7 0 0 Н /м м 2 0,1 - 0 ,2 0 ,2 0 ,2 - 0 ,3 0 ,3 - 0 ,4 0 ,4 С т а л и с п р е д е л о м п р о ч н о с т и 7 0 0 - 1 0 0 0 Н / м м 2 0,1 - 0 ,2 0 ,2 0 ,2 0 ,3 0 ,3 - 0 ,4 С т а л ь н о е л кггъ е 0 ,1 - 0 ,2 0 ,2 0 ,2 0 ,2 - 0 ,3 0 ,3 - 0 ,4 С е р ы й ч у г у н 0 ,1 - 0 ,2 0 ,2 0 ,2 - 0 ,3 0 ,3 - 0 ,4 0 ,3 - 0 ,4 Развертки и зенковки К о в к и й ч у г у н 0 ,1 - 0 ,2 0 ,2 0 ,3 0 ,3 - 0 ,4 0 ,4 М е д ь 0,1 - 0 ,2 0 ,2 - 0 ,3 0 , 3 - 0 ,4 0 ,4 0 ,4 - 0 ,5 Л а т у н ь , б р о н з а 0,1 - 0 ,2 0 ,2 0 ,2 - 0 ,3 0 ,3 0 ,3 - 0 ,4 Л е г к и е с п л а в ы 0,1 - 0 ,2 0 ,2 - 0 ,3 0 , 3 - 0 ,4 0 ,4 0 ,4 - 0 ,5 П л а с т м а с с ы , т в е р д ы е 0 ,1 - 0 ,2 0 ,2 0 ,4 0 ,4 - 0 , 5 0 ,5 П л а с т м а с с ы , м я г к и е 0 ,1 - 0 ,2 0 ,2 0 ,2 0 ,3 0 ,3 - 0 ,4 При использовании регулируемых разверток припуск на развертывание должен быть уменьшен на 30%. Для зачистных разверток с крутой спиралью, напротив, приведенные значения могут быть увеличены на 50 -100% , это зависит от особого принципа работы спирали. 1676 GUHHING