Каталог Guhring техническая документация - страница 69
Навигация
 Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Каталог Guhring фрезерный инструмент
Каталог Guhring фрезерный инструмент Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010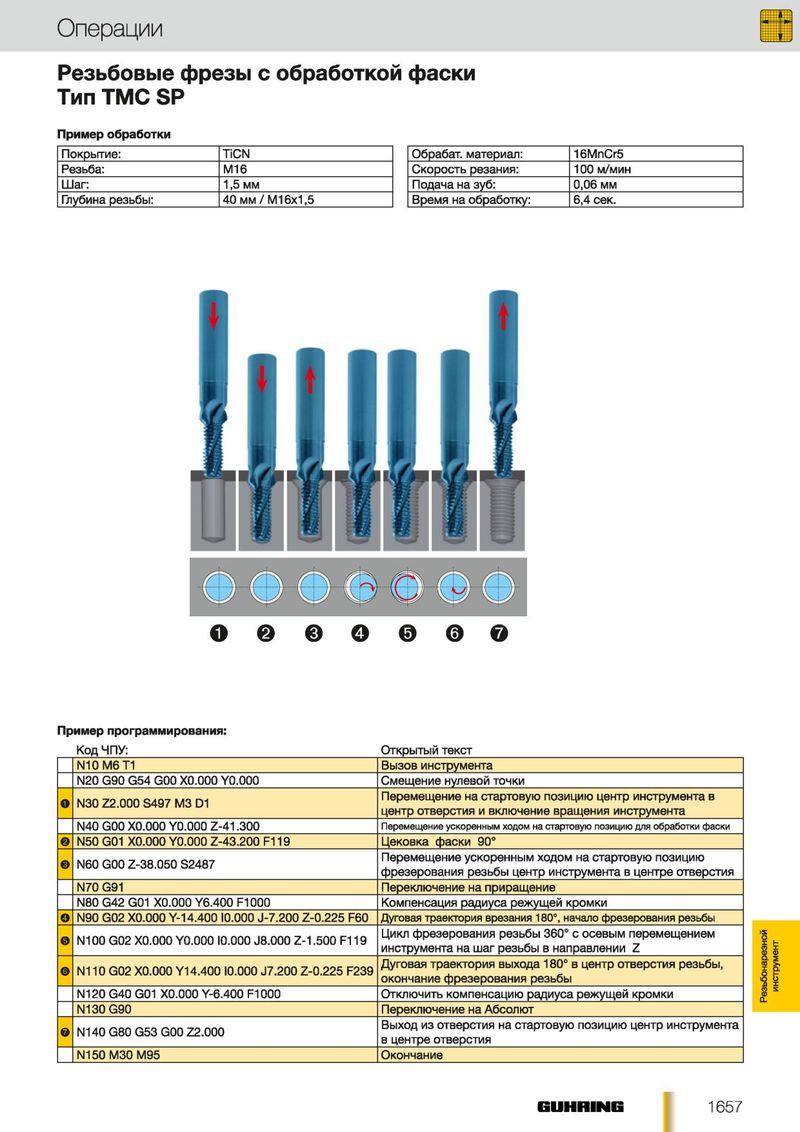
Операции Резьбовые фрезы с обработкой фаски Тип ТМ С SP Пример обработки Покрытие: TiCN Обрабат. материал: 16МпСг5 Резьба: М16 Скорость резания: 100 м/мин Ш аг: 1,5 мм Подача на зуб: 0,06 мм Глубина резьбы: 40 м м /М 1 6 х1 ,5 Время на обработку: 6,4 сек. О © © О © 0 О Пример программирования: Код ЧПУ:_____________________________________ Открытый текст N10 Мб Т1 Вызов инструмента N20 G90 G54 G00 Х0.000 Y0.000 Смещение нулевой точки Перемещение на стартовую позицию центр инструмента в О N30 Z2.000 S497 М3 D1 центр отверстия и включение вращения инструмента N40 G00 Х0.000 Y0.000 Z-41.300 Перемещение ускоренным ходом на стартовую позицию для обработки фаски 0 N50 G01 Х0.000 Y0.000 Z-43.200 F119 Цековка фаски 90° Перемещение ускоренным ходом на стартовую позицию 0 N60 G00 Z-38.050 S2487 фрезерования резьбы центр инструмента в центре отверстия N70 G91 Переключение на приращение N80 G42 G01 Х0.000 Y6.400 F1000 Компенсация радиуса режущей кромки О N90 G02 Х0.000 Y-14.400 I0.000 J-7.200 Z-0.225 F60 Дуговая траектория врезания 180°, начало фрезерования резьбы Цикл фрезерования резьбы 360° с осевым перемещением 0 N100 G02 Х0.000 Y0.000 I0.000 J8.000 Z-1.500 F119 инструмента на шаг резьбы в направлении Z Дуговая траектория выхода 180° в центр отверстия резьбы, 0 N110 G02 Х0.000 Y14.400 I0.000 J7.200 Z-0.225 F239 окончание фрезерования резьбы инструмент N120 G40 G01 Х0.000 Y-6.400 F1000 Отключить компенсацию радиуса режущей кромки Резьбонарезной N 130G90 Переключение на Абсолют Выход из отверстия на стартовую позицию центр инструмента о N140 G80 G53 G00 Z2.000 в центре отверстия N150 МЗО М95 Окончание 1657