Каталог Guhring техническая документация - страница 59
Навигация
 Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Каталог Guhring фрезерный инструмент
Каталог Guhring фрезерный инструмент Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010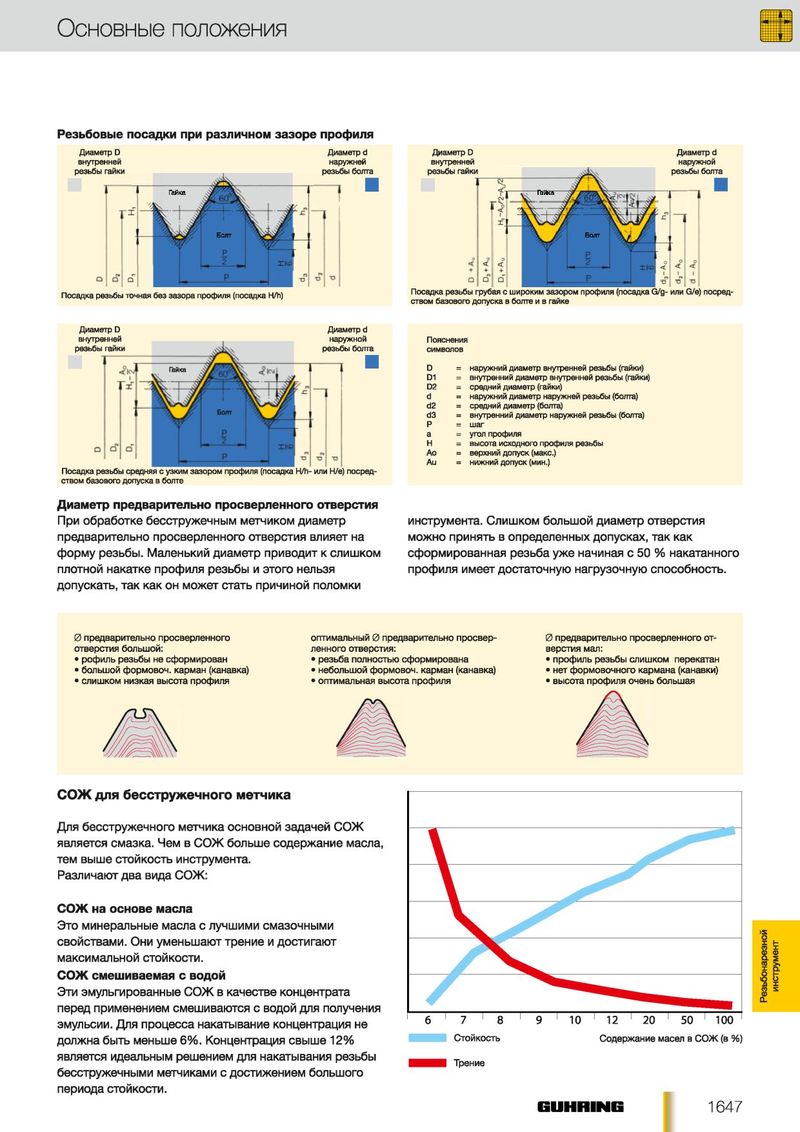
Основные положения Резьбовые посадки при различном зазоре профиля Д и а м е т р D Д и а м е т р d Д и а м е т р D Д и а м е т р d в н у т р е н н е й н а р у ж н е й в н у т р е н н е й н а р у ж н о й р е з ь б ы г а й к и р е з ь б ы б о л т а р е з ь б ы г а й к и р е з ь б ы б о л т а П о с а д к а р е з ь б ы т о ч н а я б е з з а з о р а п р о ф и л я ( п о с а д к а H /h ) П о с а д к а р е з ь б ы г р у б а я с ш и р о к и м з а з о р о м п р о ф и л я ( п о с а д к а G / g - и л и G /e ) п о с р е д с т в о м б а з о в о г о д о п у с к а в б о л т е и в г а й к е Д и а м е т р D Д и а м е т р d П о я с н е н и я с и м в о л о в D = н а р у ж н и й д и а м е т р в н у т р е н н е й р е з ь б ы (г а й к и ) D1 = в н у т р е н н и й д и а м е т р в н у т р е н н е й р е з ь б ы (г а й к и ) D 2 = с р е д н и й д и а м е т р (г а й к и ) d = н а р у ж н и й д и а м е т р н а р у ж н е й р е з ь б ы (б о л т а ) d 2 = с р е д н и й д и а м е т р (б о л т а ) d 3 = в н у т р е н н и й д и а м е т р н а р у ж н е й р е з ь б ы (б о л т а ) Р = ш а г а = у г о л п р о ф и л я Н = в ы с о т а и с х о д н о г о п р о ф и л я р е з ь б ы А о = в е р х н и й д о п у с к ( м а к с .) А и = н и ж н и й д о п у с к (м и н .) с т в о м б а з о в о г о д о п у с к а в б о л т е Диаметр предварительно просверленного отверстия При обработке бесстружечным метчиком диаметр инструмента. Слишком большой диаметр отверстия предварительно просверленного отверстия влияет на можно принять в определенных допусках, так как форму резьбы. Маленький диаметр приводит к слишком сформированная резьба уже начиная с 50 % накатанного плотной накатке профиля резьбы и этого нельзя профиля имеет достаточную нагрузочную способность. допускать, так как он может стать причиной поломки 0 предварительно просверленного оптимальный 0 предварительно просвер 0 предварительно просверленного от отверстия большой: ленного отверстия: верстия мал: • рофиль резьбы не сформирован • резьба полностью сформирована • профиль резьбы слишком перекатан • большой формовом, карман (канавка) • небольшой формовом, карман (канавка) • нет формовочного кармана (канавки) • слишком низкая высота профиля • оптимальная высота профиля • высота профиля очень большая С О Ж для б есстр уж еч н о го м етчи ка Для бесстружечного метчика основной задачей СОЖ является смазка. Чем в СОЖ больше содержание масла, тем выше стойкость инструмента. Различают два вида СОЖ: СОЖ на основе масла Это минеральные масла с лучшими смазочными свойствами. Они уменьшают трение и достигают максимальной стойкости. СОЖ смешиваемая с водой инструмент Эти эмульгированные СОЖ в качестве концентрата Резьбонарезной перед применением смешиваются с водой для получения эмульсии. Для процесса накатывание концентрация не должна быть меньше 6%. Концентрация свыше 12% является идеальным решением для накатывания резьбы бесстружечными метчиками с достижением большого периода стойкости. 1647