Каталог Guhring техническая документация - страница 51
Навигация
 Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Каталог Guhring фрезерный инструмент
Каталог Guhring фрезерный инструмент Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010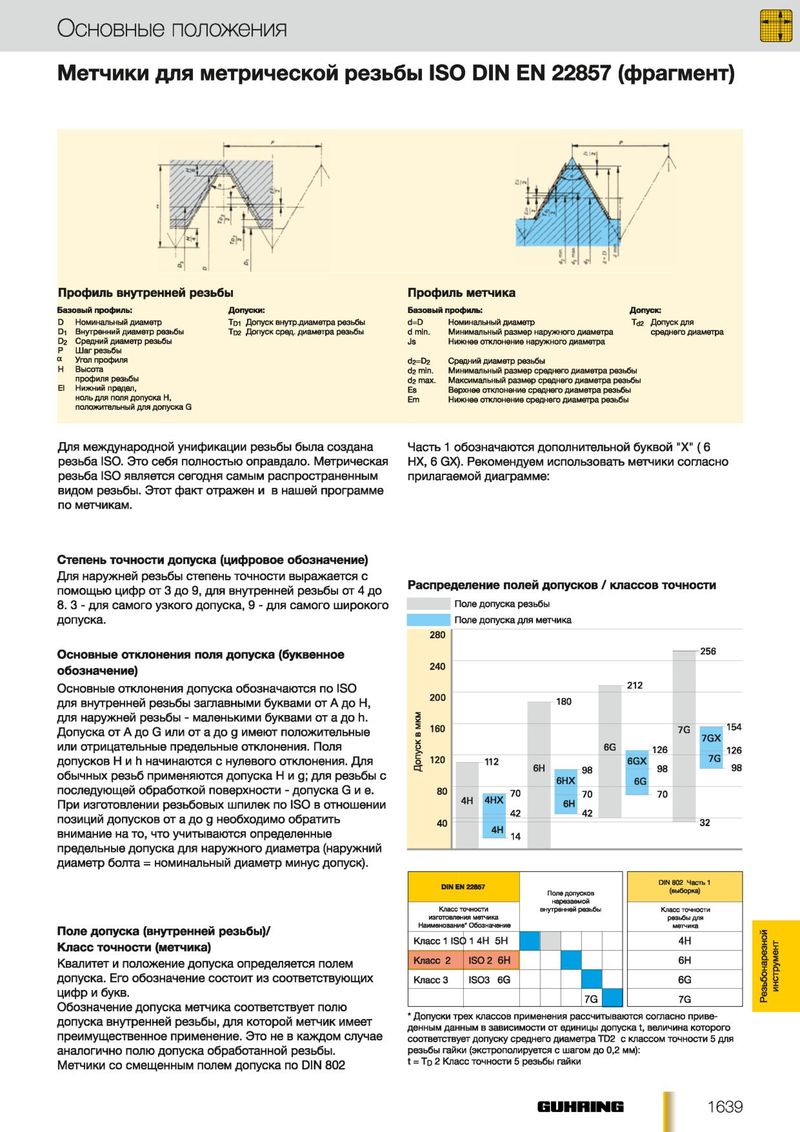
Основные положения М етчики для метрической резьбы ISO DIN EN 22857 (фрагмент) Профиль внутренней резьбы Профиль метчика Базовый профиль: Допуски: Базовый профиль: Допуск: D Н о м и н а л ь н ы й д и а м е т р T d i Д о п у с к в н у т р . д и а м е т р а р е з ь б ы d = D Н о м и н а л ь н ы й д и а м е т р T d 2 Д о п у с к д л я D i В н у т р е н н и й д и а м е т р р е з ь б ы T d 2 Д о п у с к с р е д , д и а м е т р а р е з ь б ы d m in . М и н и м а л ь н ы й р а з м е р н а р у ж н о г о д и а м е т р а с р е д н е г о д и а м е т р а D 2 С р е д н и й д и а м е т р р е з ь б ы J s Н и ж н е е о т к л о н е н и е н а р у ж н о г о д и а м е т р а Р Ш а г р е з ь б ы о У г о л п р о ф и л я d 2 = D 2 С р е д н и й д и а м е т р р е з ь б ы Н В ы с о т а d 2 m in . М и н и м а л ь н ы й р а з м е р с р е д н е г о д и а м е т р а р е з ь б ы п р о ф и л я р е з ь б ы d 2 m a x . М а к с и м а л ь н ы й р а з м е р с р е д н е г о д и а м е т р а р е з ь б ы EI Н и ж н и й п р е д е л , E s В е р х н е е о т к л о н е н и е с р е д н е г о д и а м е т р а р е з ь б ы н о л ь д л я п о л я д о п у с к а Н , E m Н и ж н е е о т к л о н е н и е с р е д н е г о д и а м е т р а р е з ь б ы п о л о ж и т е л ь н ы й д л я д о п у с к а G Для международной унификации резьбы была создана Часть 1 обозначаются дополнительной буквой "X" (6 резьба ISO. Это себя полностью оправдало. Метрическая НХ, 6 GX). Рекомендуем использовать метчики согласно резьба ISO является сегодня самым распространенным прилагаемой диаграмме: видом резьбы. Этот факт отражен и в нашей программе по метчикам. Степень точности допуска (цифровое обозначение) Для наружней резьбы степень точности выражается с Распределение полей допусков / классов точности помощью цифр от 3 до 9, для внутренней резьбы от 4 до 8. 3 - для самого узкого допуска, 9 - для самого широкого Поле допуска резьбы допуска. Поле допуска для метчика 280 256 Основные отклонения поля допуска (буквенное 240 обозначение) Основные отклонения допуска обозначаются по ISO 212 200 для внутренней резьбы заглавными буквами от А до Н, 180 для наружней резьбы - маленькими буквами от а до h. 160 Допуска от А до G или от а до g имеют положительные 7G 154 7GX или отрицательные предельные отклонения. Поля 6G 126 126 допусков Н и h начинаются с нулевого отклонения. Для | 120 112 6GX 7G 6Н 98 98 98 обычных резьб применяются допуска Н и д; для резьбы с 6НХ 6G последующей обработкой поверхности - допуска G и е. 80 70 70 4Н 4НХ При изготовлении резьбовых шпилек по ISO в отношении 6Н 42 42 позиций допусков от а до g необходимо обратить 40 32 4Н внимание на то, что учитываются определенные 14 предельные допуска для наружного диаметра (наружний диаметр болта = номинальный диаметр минус допуск). DIN 802 Часть 1 DIN EN 22657 Поле допусков (выборка) нарезаемой Класс точности внутренней резьбы Класс точности изготовления метчика резьбы для Наименование* Обозначение метчика Поле допуска (внутренней резьбы)/ Класс 1 ISC ) 1 4Н 5Н 4Н Класс точности (метчика) Квалитет и положение допуска определяется полем Класс 2 ISO 2 6Н 6H ■ допуска. Его обозначение состоит из соответствующих Класс 3 IS03 6G 6G инструмент цифр и букв. 7G 7G Резьбонарезной Обозначение допуска метчика соответствует полю * Допуски трех классов применения рассчитываются согласно приве допуска внутренней резьбы, для которой метчик имеет денным данным в зависимости от единицы допуска t, величина которого преимущественное применение. Это не в каждом случае соответствует допуску среднего диаметра TD2 с классом точности 5 для аналогично полю допуска обработанной резьбы. резьбы гайки (экстрополируется с шагом до 0,2 мм): t = Тр 2 Класс точности 5 резьбы гайки Метчики со смещенным полем допуска по DIN 802 1639