Каталог Guhring техническая документация - страница 49
Навигация
 Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Каталог Guhring фрезерный инструмент
Каталог Guhring фрезерный инструмент Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010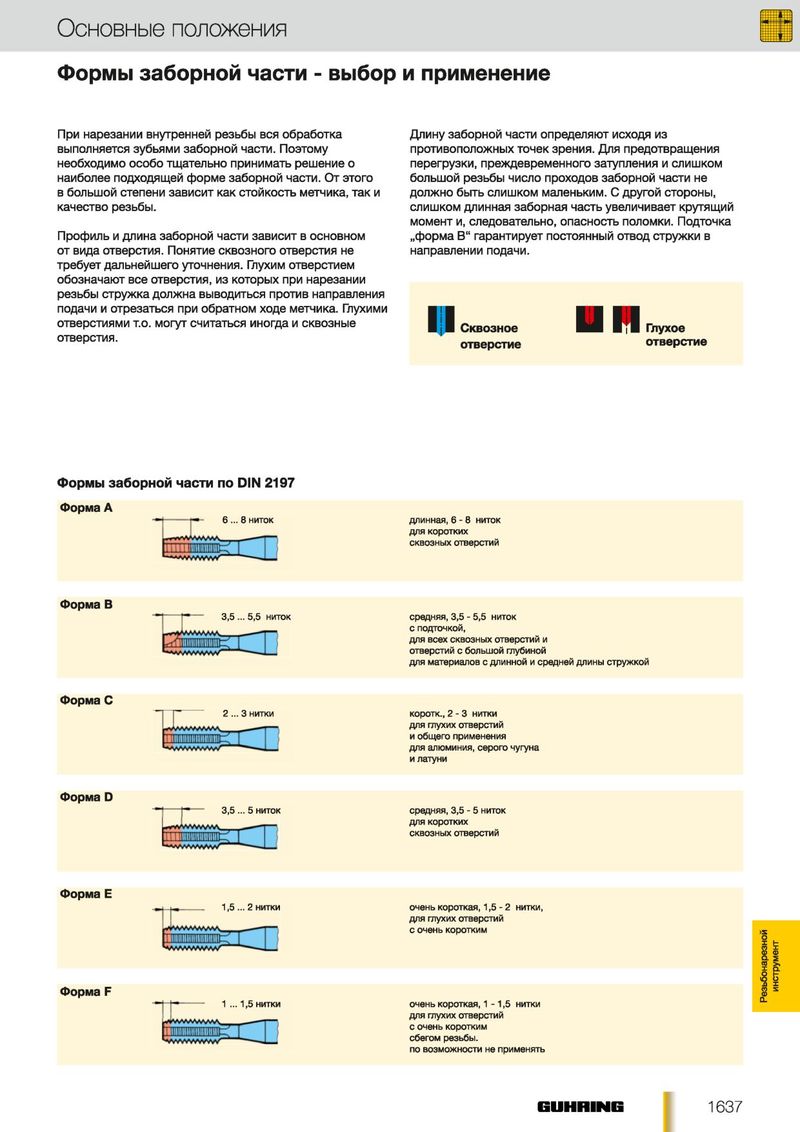
Основные положения Формы заборной части - выбор и применение При нарезании внутренней резьбы вся обработка Длину заборной части определяют исходя из выполняется зубьями заборной части. Поэтому противоположных точек зрения. Для предотвращения необходимо особо тщательно принимать решение о перегрузки, преждевременного затупления и слишком наиболее подходящей форме заборной части. От этого большой резьбы число проходов заборной части не в большой степени зависит как стойкость метчика, так и должно быть слишком маленьким. С другой стороны, качество резьбы. слишком длинная заборная часть увеличивает крутящий момент и, следовательно, опасность поломки. Подточка Профиль и длина заборной части зависит в основном „форма В“ гарантирует постоянный отвод стружки в от вида отверстия. Понятие сквозного отверстия не направлении подачи. требует дальнейшего уточнения. Глухим отверстием обозначают все отверстия, из которых при нарезании резьбы стружка должна выводиться против направления подачи и отрезаться при обратном ходе метчика. Глухими отверстиями т.о. могут считаться иногда и сквозные I Сквозное Глухое отверстия. отверстие отверстие Формы заборной части по DIN 2197 Форма А длинная, 6 - 8 ниток для коротких сквозных отверстий Форма В средняя, 3,5 - 5,5 ниток с подточкой, для всех сквозных отверстий и отверстий с большой глубиной для материалов с длинной и средней длины стружкой Форма С коротк., 2 - 3 Н И Т К И для глухих отверстий и общего применения для алюминия, серого чугуна и латуни Форма D 3,5 ... 5 Н И Т О К средняя, 3,5 - 5 ниток для коротких сквозных отверстий Форма Е очень короткая, 1,5 - 2 нитки, для глухих отверстий с очень коротким инструмент Форма F Резьбонарезной —| t—-------- 1 ... 1,5 Н И Т К И очень короткая, 1 -1 ,5 нитки для глухих отверстий с очень коротким сбегом резьбы, по возможности не применять GUHHING 1637