Каталог Guhring техническая документация - страница 34
Навигация
 Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Каталог Guhring фрезерный инструмент
Каталог Guhring фрезерный инструмент Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010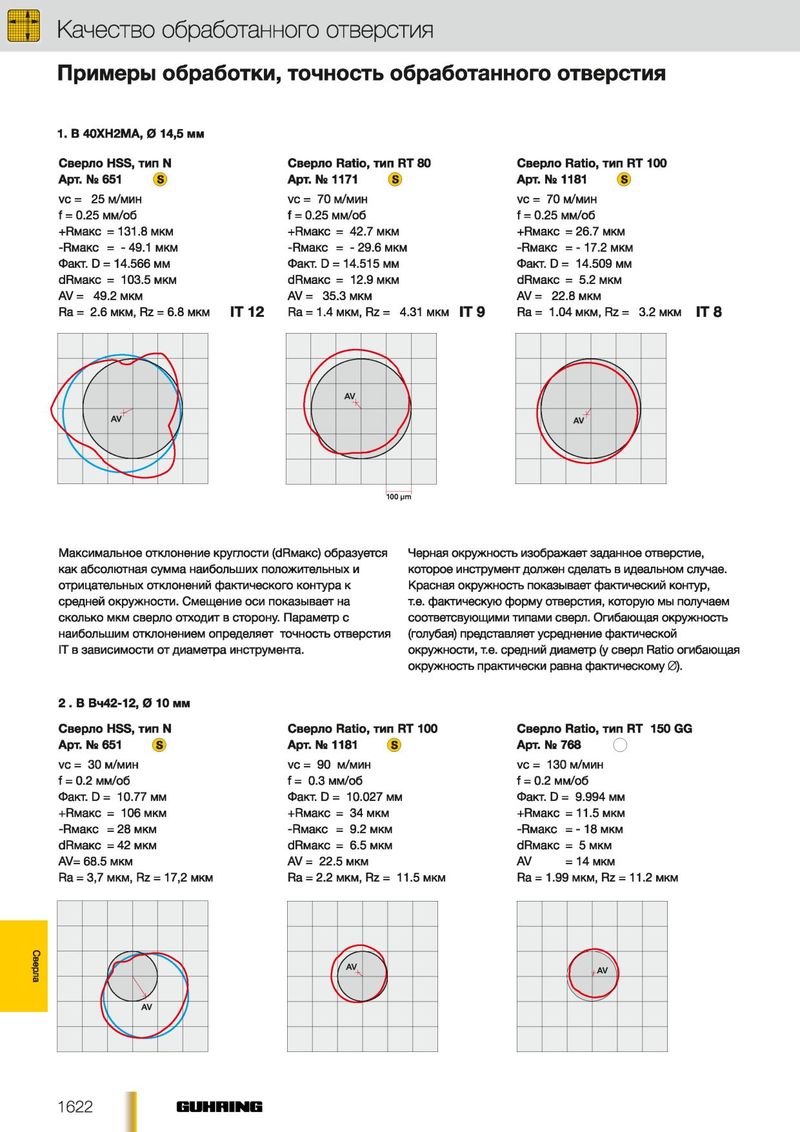
Качество обработанного отверстия Примеры обработки, точность обработанного отверстия 1. В 40ХН2МА, 0 14,5 мм Сверло HSS, тип N Сверло Ratio, тип RT 80 Сверло Ratio, тип RT 100 Арт. Ns 651 ( S3 Арт. Ns 1171 ( S ) Apr. Ns 1181 ( S3 vc = 25 м/мин vc = 70 м/мин vc = 70 м/мин f = 0.25 мм/об f = 0.25 мм/об f = 0.25 мм/об +RMaKC =131.8 мкм +RMaKC = 42.7 мкм +RMaKC = 26.7 мкм -RMaKC = - 49.1 мкм -RMaKC = - 29.6 мкм -RMaKC = -1 7 .2 мкм Факт. D = 14.566 мм Факт. D = 14.515 мм Факт. D = 14.509 мм dRMaKC = 103.5 мкм dRMaKC = 12.9 мкм dRMaKC = 5.2 мкм AV = 49.2 мкм AV = 35.3 мкм AV = 22.8 мкм Ra = 2.6 мкм, Rz = 6.8 мкм IT 12 Ra = 1.4 мкм, Rz = 4.31 мкм IT 9 Ra = 1.04 мкм, Rz = 3.2 мкм IT 8 Максимальное отклонение круглости (dRMaKC) образуется Черная окружность изображает заданное отверстие, как абсолютная сумма наибольших положительных и которое инструмент должен сделать в идеальном случае. отрицательных отклонений фактического контура к Красная окружность показывает фактический контур, средней окружности. Смещение оси показывает на т.е. фактическую форму отверстия, которую мы получаем сколько мкм сверло отходит в сторону. Параметр с соответсвующими типами сверл. Огибающая окружность наибольшим отклонением определяет точность отверстия (голубая) представляет усреднение фактической IT в зависимости от диаметра инструмента. окружности, т.е. средний диаметр (у сверл Ratio огибающая окружность практически равна фактическому 0). 2 . В Вч42-12, 0 10 мм Сверло HSS, тип N Сверло Ratio, тип RT 100 Сверло Ratio, тип RT 150 GG Арт. Ns 651 ( S3 Арт. Ns 1181 S ) Арт. Ns 768 О vc = 30 м/мин vc = 90 м/мин vc = 130 м/мин f = 0.2 мм/об f = 0.3 мм/об f = 0.2 мм/об Факт. D = 10.77 мм Факт. D = 10.027 мм Факт. D = 9.994 мм +Rm3kc = 1 0 6 мкм +Rm3kc = 34 мкм +Rm8kc = 11.5 мкм -RMaKC = 28 мкм -RMaKC = 9.2 мкм -RMaKC = - 1 8 мкм dRMaKC = 42 мкм dRMaKC = 6.5 мкм dRMaKC = 5 мкм AV= 68.5 мкм AV = 22.5 мкм AV = 1 4 мкм Ra = 3,7 мкм, Rz = 17,2 мкм Ra = 2.2 мкм, Rz = 11.5 мкм Ra = 1.99 мкм, Rz = 11.2 мкм Сверла V V A V 1622 GUHHING