Каталог Guhring техническая документация - страница 23
Навигация
 Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring программа метчиков высочайшего качества PowerTap
Каталог Guhring программа метчиков высочайшего качества PowerTap Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Каталог Guhring фрезерный инструмент
Каталог Guhring фрезерный инструмент Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010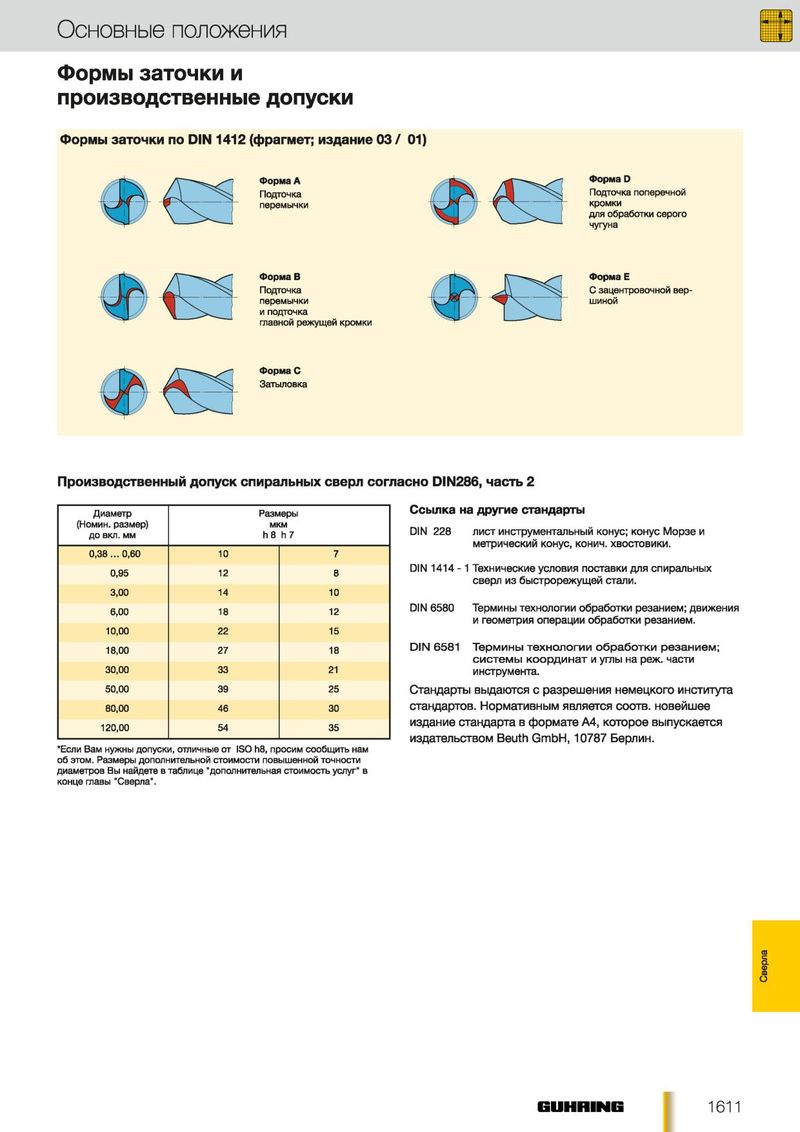
Основные положения Формы заточки и производственные допуски Формы заточки по DIN 1412 (фрагмет; издание 03 / 01) Форма А Форма D Подточка Подточка поперечной перемычки кромки для обработки серого чугуна Форма В Форма Е Подточка С зацентровочной вер перемычки шиной и подточка главной режущей кромки Форма С Затыловка Производственный допуск спиральных сверл согласно DIN286, часть 2 Диаметр Размеры Ссылка на другие стандарты (Номин. размер) мкм до вкл. мм h 8 h 7 DIN 228 лист инструментальный конус; конус М орзе и метрический конус, конич. хвостовики. 0,38... 0,60 10 7 DIN 1 4 1 4- 1 Технические условия поставки для спиральных 0,95 12 8 сверл из быстрорежущей стали. 3,00 14 10 6,00 18 12 DIN 6580 Термины технологии обработки резанием; движения и геометрия операции обработки резанием. 10,00 22 15 18,00 27 18 D IN 6581 Термины технологии о б р а б о тки резанием ; систем ы ко о р д и н а т и углы на реж. части 30,00 33 21 инструмента. 50,00 39 25 Стандарты выдаются с разрешения немецкого института 80,00 46 30 стандартов. Нормативным является соотв. новейшее издание стандарта в формате А4, которое выпускается 120,00 54 35 издательством Beuth GmbH, 10787 Берлин. ’ Если Вам нужны допуски, отличные от ISO h8, просим сообщить нам об этом. Размеры дополнительной стоимости повышенной точности диаметров Вы найдете в таблице "дополнительная стоимость услуг" в конце главы "Сверла". Сверла GUHHINB 1611