Каталог Guhring фрезерный инструмент - страница 85
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 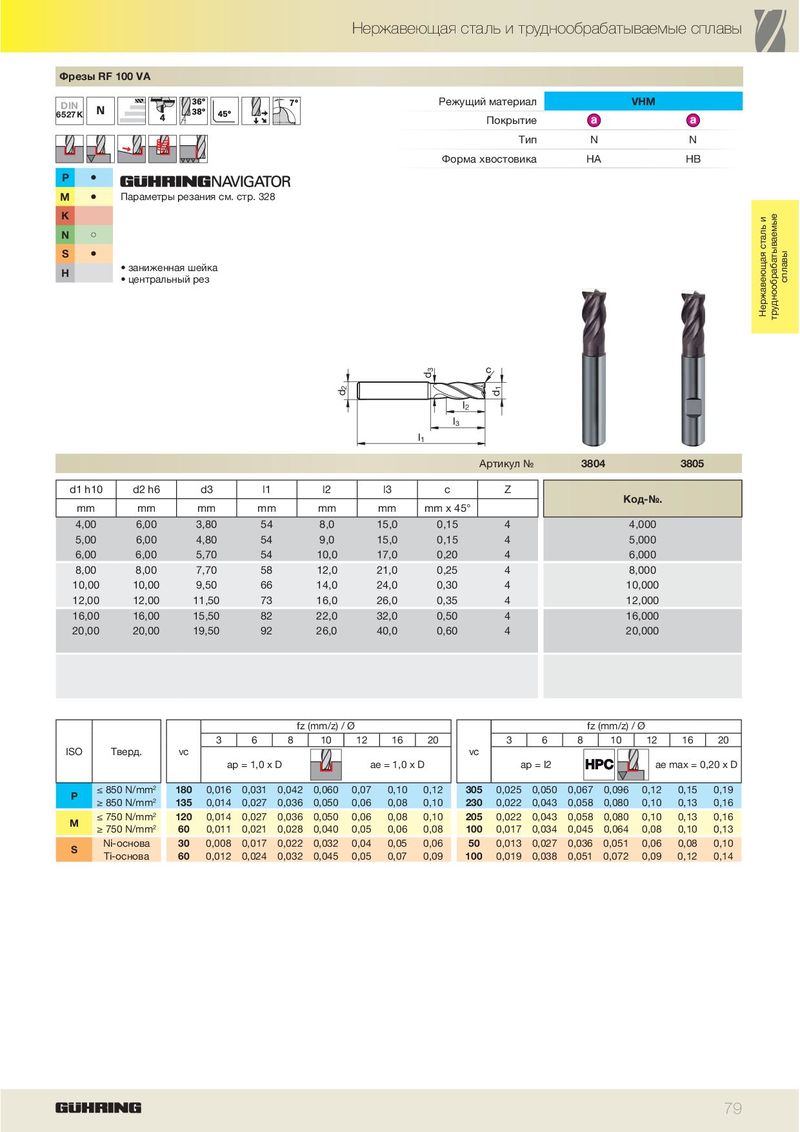
Нержавеющая сталь и труднообрабатываемые сплавы Фрезы RF 100 VA Режущий материал VHM DIN 6527 K Покрытие Тип N N Форма хвостовика HA HB P ä M ä Параметры резания см. стр. 328 K N ã S ä • заниженная шейка H • центральный рез сплавы Нержавеющая сталь и труднообрабатываемые 3 c d 2 1 d d l 2 l 3 l 1 Артикул № 3804 3805 d1 h10 d2 h6 d3 l1 l2 l3 c Z Код-№. mm mm mm mm mm mm mm x 45° 4,00 6,00 3,80 54 8,0 15,0 0,15 4 4,000 5,00 6,00 4,80 54 9,0 15,0 0,15 4 5,000 6,00 6,00 5,70 54 10,0 17,0 0,20 4 6,000 8,00 8,00 7,70 58 12,0 21,0 0,25 4 8,000 10,00 10,00 9,50 66 14,0 24,0 0,30 4 10,000 12,00 12,00 11,50 73 16,0 26,0 0,35 4 12,000 16,00 16,00 15,50 82 22,0 32,0 0,50 4 16,000 20,00 20,00 19,50 92 26,0 40,0 0,60 4 20,000 fz (mm/z) / Ø fz (mm/z) / Ø 3 6 8 10 12 16 20 3 6 8 10 12 16 20 ISO Тверд. vc vc ap = 1,0 x D ae = 1,0 x D ap = l2 ae max = 0,20 x D ≤ 850 N/mm 2 180 0,016 0,031 0,042 0,060 0,07 0,10 0,12 305 0,025 0,050 0,067 0,096 0,12 0,15 0,19 P ≥ 850 N/mm 2 135 0,014 0,027 0,036 0,050 0,06 0,08 0,10 230 0,022 0,043 0,058 0,080 0,10 0,13 0,16 ≤ 750 N/mm 2 120 0,014 0,027 0,036 0,050 0,06 0,08 0,10 205 0,022 0,043 0,058 0,080 0,10 0,13 0,16 M ≥ 750 N/mm 2 60 0,011 0,021 0,028 0,040 0,05 0,06 0,08 100 0,017 0,034 0,045 0,064 0,08 0,10 0,13 Ni-основа 30 0,008 0,017 0,022 0,032 0,04 0,05 0,06 50 0,013 0,027 0,036 0,051 0,06 0,08 0,10 S Ti-основа 60 0,012 0,024 0,032 0,045 0,05 0,07 0,09 100 0,019 0,038 0,051 0,072 0,09 0,12 0,14 79