Каталог Guhring фрезерный инструмент - страница 332
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 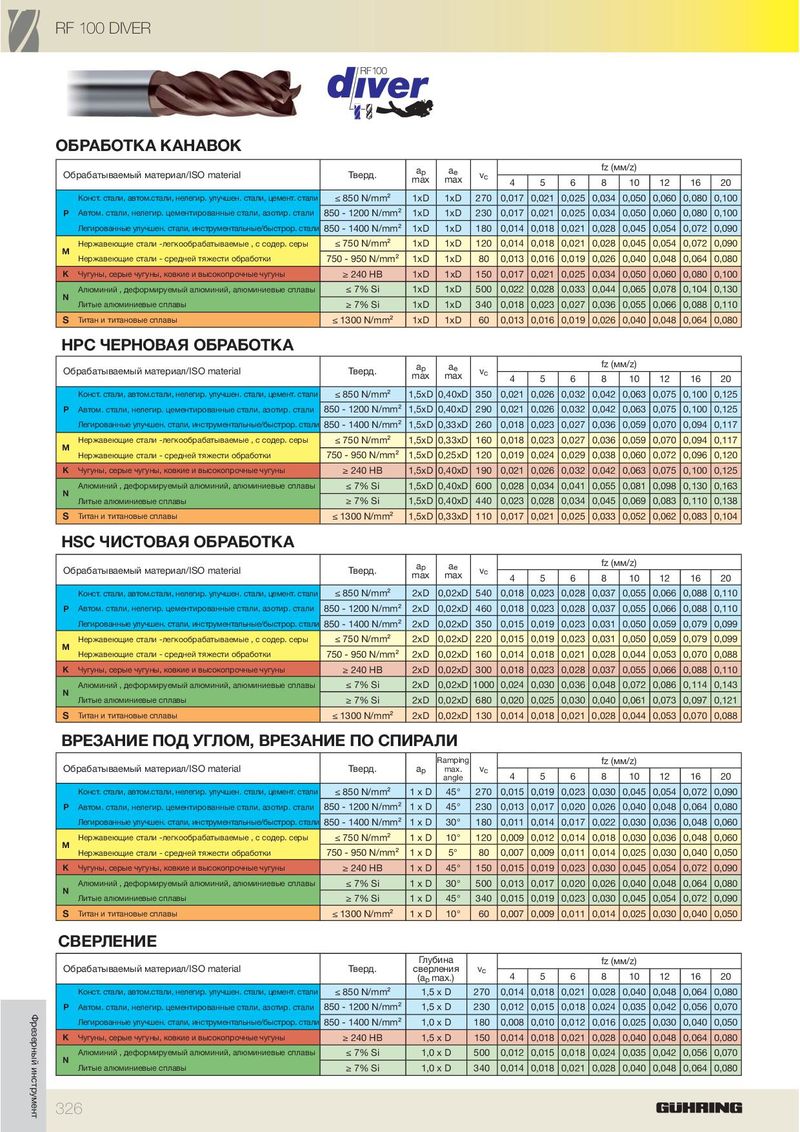
RF 100 DIVER ОБРАБОТКА КАНАВОК ap ae fz (мм/z) Обрабатываемый материал/ISO material Тверд. max max vc 4 5 6 8 10 12 16 20 Конст. стали, автом.стали, нелегир. улучшен. стали, цемент. стали ≤ 850 N/mm² 1xD 1xD 270 0,017 0,021 0,025 0,034 0,050 0,060 0,080 0,100 P Автом. стали, нелегир. цементированные стали, азотир. стали 850 - 1200 N/mm² 1xD 1xD 230 0,017 0,021 0,025 0,034 0,050 0,060 0,080 0,100 Легированные улучшен. стали, инструментальные/быстрор. стали 850 - 1400 N/mm² 1xD 1xD 180 0,014 0,018 0,021 0,028 0,045 0,054 0,072 0,090 Нержавеющие стали -легкообрабатываемые , с содер. серы ≤ 750 N/mm² 1xD 1xD 120 0,014 0,018 0,021 0,028 0,045 0,054 0,072 0,090 M Нержавеющие стали - средней тяжести обработки 750 - 950 N/mm² 1xD 1xD 80 0,013 0,016 0,019 0,026 0,040 0,048 0,064 0,080 K Чугуны, серые чугуны, ковкие и высокопрочные чугуны ≥ 240 HB 1xD 1xD 150 0,017 0,021 0,025 0,034 0,050 0,060 0,080 0,100 Алюминий , деформируемый алюминий, алюминиевые сплавы ≤ 7% Si 1xD 1xD 500 0,022 0,028 0,033 0,044 0,065 0,078 0,104 0,130 N Литые алюминиевые сплавы ≥ 7% Si 1xD 1xD 340 0,018 0,023 0,027 0,036 0,055 0,066 0,088 0,110 S Титан и титановые сплавы ≤ 1300 N/mm² 1xD 1xD 60 0,013 0,016 0,019 0,026 0,040 0,048 0,064 0,080 HPC ЧЕРНОВАЯ ОБРАБОТКА ap ae fz (мм/z) Обрабатываемый материал/ISO material Тверд. max max vc 4 5 6 8 10 12 16 20 Конст. стали, автом.стали, нелегир. улучшен. стали, цемент. стали ≤ 850 N/mm² 1,5xD 0,40xD 350 0,021 0,026 0,032 0,042 0,063 0,075 0,100 0,125 P Автом. стали, нелегир. цементированные стали, азотир. стали 850 - 1200 N/mm² 1,5xD 0,40xD 290 0,021 0,026 0,032 0,042 0,063 0,075 0,100 0,125 Легированные улучшен. стали, инструментальные/быстрор. стали 850 - 1400 N/mm² 1,5xD 0,33xD 260 0,018 0,023 0,027 0,036 0,059 0,070 0,094 0,117 Нержавеющие стали -легкообрабатываемые , с содер. серы ≤ 750 N/mm² 1,5xD 0,33xD 160 0,018 0,023 0,027 0,036 0,059 0,070 0,094 0,117 M Нержавеющие стали - средней тяжести обработки 750 - 950 N/mm² 1,5xD 0,25xD 120 0,019 0,024 0,029 0,038 0,060 0,072 0,096 0,120 K Чугуны, серые чугуны, ковкие и высокопрочные чугуны ≥ 240 HB 1,5xD 0,40xD 190 0,021 0,026 0,032 0,042 0,063 0,075 0,100 0,125 Алюминий , деформируемый алюминий, алюминиевые сплавы ≤ 7% Si 1,5xD 0,40xD 600 0,028 0,034 0,041 0,055 0,081 0,098 0,130 0,163 N Литые алюминиевые сплавы ≥ 7% Si 1,5xD 0,40xD 440 0,023 0,028 0,034 0,045 0,069 0,083 0,110 0,138 S Титан и титановые сплавы ≤ 1300 N/mm² 1,5xD 0,33xD 110 0,017 0,021 0,025 0,033 0,052 0,062 0,083 0,104 HSC ЧИСТОВАЯ ОБРАБОТКА ap ae fz (мм/z) Обрабатываемый материал/ISO material Тверд. max max vc 4 5 6 8 10 12 16 20 Конст. стали, автом.стали, нелегир. улучшен. стали, цемент. стали ≤ 850 N/mm² 2xD 0,02xD 540 0,018 0,023 0,028 0,037 0,055 0,066 0,088 0,110 P Автом. стали, нелегир. цементированные стали, азотир. стали 850 - 1200 N/mm² 2xD 0,02xD 460 0,018 0,023 0,028 0,037 0,055 0,066 0,088 0,110 Легированные улучшен. стали, инструментальные/быстрор. стали 850 - 1400 N/mm² 2xD 0,02xD 350 0,015 0,019 0,023 0,031 0,050 0,059 0,079 0,099 Нержавеющие стали -легкообрабатываемые , с содер. серы ≤ 750 N/mm² 2xD 0,02xD 220 0,015 0,019 0,023 0,031 0,050 0,059 0,079 0,099 M Нержавеющие стали - средней тяжести обработки 750 - 950 N/mm² 2xD 0,02xD 160 0,014 0,018 0,021 0,028 0,044 0,053 0,070 0,088 K Чугуны, серые чугуны, ковкие и высокопрочные чугуны ≥ 240 HB 2xD 0,02xD 300 0,018 0,023 0,028 0,037 0,055 0,066 0,088 0,110 Алюминий , деформируемый алюминий, алюминиевые сплавы ≤ 7% Si 2xD 0,02xD 1000 0,024 0,030 0,036 0,048 0,072 0,086 0,114 0,143 N Литые алюминиевые сплавы ≥ 7% Si 2xD 0,02xD 680 0,020 0,025 0,030 0,040 0,061 0,073 0,097 0,121 S Титан и титановые сплавы ≤ 1300 N/mm² 2xD 0,02xD 130 0,014 0,018 0,021 0,028 0,044 0,053 0,070 0,088 ВРЕЗАНИЕ ПОД УГЛОМ, ВРЕЗАНИЕ ПО СПИРАЛИ Ramping fz (мм/z) Обрабатываемый материал/ISO material Тверд. ap max. vc angle 4 5 6 8 10 12 16 20 Конст. стали, автом.стали, нелегир. улучшен. стали, цемент. стали ≤ 850 N/mm² 1xD 45° 270 0,015 0,019 0,023 0,030 0,045 0,054 0,072 0,090 P Автом. стали, нелегир. цементированные стали, азотир. стали 850 - 1200 N/mm² 1 x D 45° 230 0,013 0,017 0,020 0,026 0,040 0,048 0,064 0,080 Легированные улучшен. стали, инструментальные/быстрор. стали 850 - 1400 N/mm² 1xD 30° 180 0,011 0,014 0,017 0,022 0,030 0,036 0,048 0,060 Нержавеющие стали -легкообрабатываемые , с содер. серы ≤ 750 N/mm² 1xD 10° 120 0,009 0,012 0,014 0,018 0,030 0,036 0,048 0,060 M Нержавеющие стали - средней тяжести обработки 750 - 950 N/mm² 1xD 5° 80 0,007 0,009 0,011 0,014 0,025 0,030 0,040 0,050 K Чугуны, серые чугуны, ковкие и высокопрочные чугуны ≥ 240 HB 1xD 45° 150 0,015 0,019 0,023 0,030 0,045 0,054 0,072 0,090 Алюминий , деформируемый алюминий, алюминиевые сплавы ≤ 7% Si 1xD 30° 500 0,013 0,017 0,020 0,026 0,040 0,048 0,064 0,080 N Литые алюминиевые сплавы ≥ 7% Si 1xD 45° 340 0,015 0,019 0,023 0,030 0,045 0,054 0,072 0,090 S Титан и титановые сплавы ≤ 1300 N/mm² 1xD 10° 60 0,007 0,009 0,011 0,014 0,025 0,030 0,040 0,050 СВЕРЛЕНИЕ Глубина fz (мм/z) Обрабатываемый материал/ISO material Тверд. сверления vc (ap max.) 4 5 6 8 10 12 16 20 Конст. стали, автом.стали, нелегир. улучшен. стали, цемент. стали ≤ 850 N/mm² 1,5 x D 270 0,014 0,018 0,021 0,028 0,040 0,048 0,064 0,080 P Автом. стали, нелегир. цементированные стали, азотир. стали 850 - 1200 N/mm² 1,5 x D 230 0,012 0,015 0,018 0,024 0,035 0,042 0,056 0,070 Фрезерный инструмент Легированные улучшен. стали, инструментальные/быстрор. стали 850 - 1400 N/mm² 1,0 x D 180 0,008 0,010 0,012 0,016 0,025 0,030 0,040 0,050 K Чугуны, серые чугуны, ковкие и высокопрочные чугуны ≥ 240 HB 1,5 x D 150 0,014 0,018 0,021 0,028 0,040 0,048 0,064 0,080 Алюминий , деформируемый алюминий, алюминиевые сплавы ≤ 7% Si 1,0 x D 500 0,012 0,015 0,018 0,024 0,035 0,042 0,056 0,070 N Литые алюминиевые сплавы ≥ 7% Si 1,0 x D 340 0,014 0,018 0,021 0,028 0,040 0,048 0,064 0,080 326