Каталог Guhring фрезерный инструмент - страница 295
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 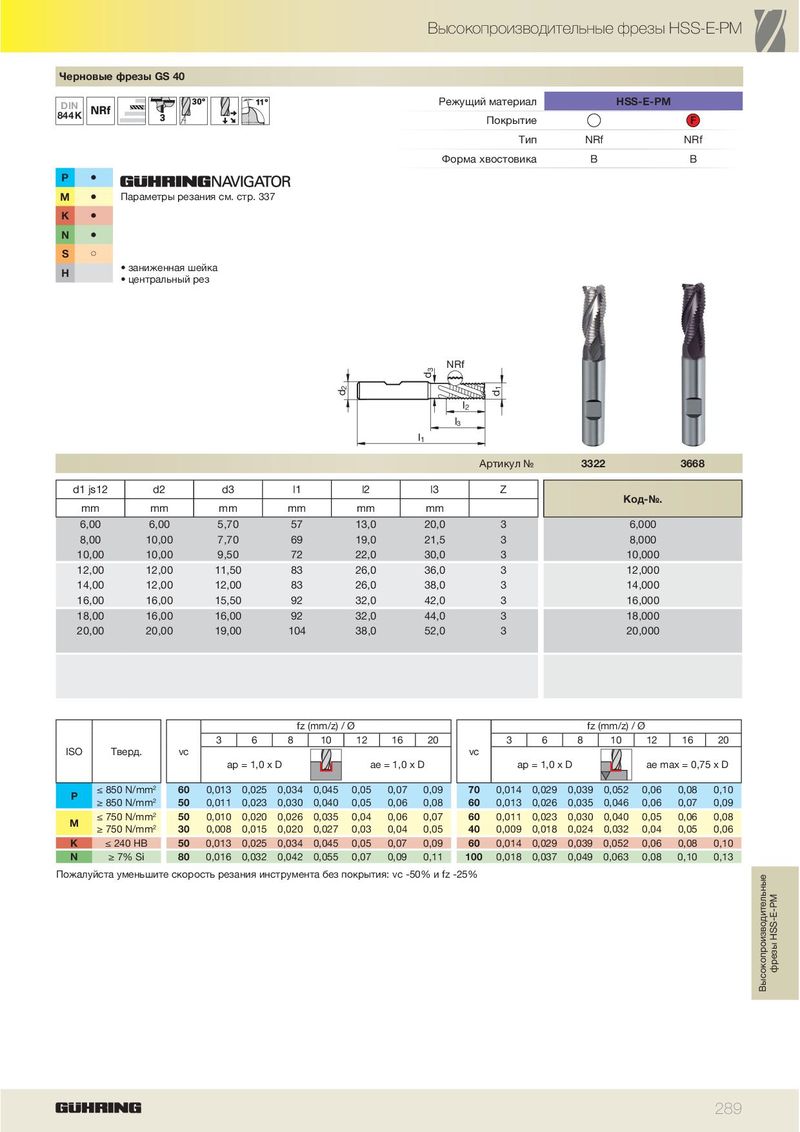
Высокопроизводительные фрезы HSS-E-PM Черновые фрезы GS 40 Режущий материал HSS-E-PM DIN 844 K Покрытие F Тип NRf NRf Форма хвостовика B B P ä M ä Параметры резания см. стр. 337 K ä N ä S ã • заниженная шейка H • центральный рез 3 NRf d 2 1 d d l 2 l 3 l 1 Артикул № 3322 3668 d1 js12 d2 d3 l1 l2 l3 Z Код-№. mm mm mm mm mm mm 6,00 6,00 5,70 57 13,0 20,0 3 6,000 8,00 10,00 7,70 69 19,0 21,5 3 8,000 10,00 10,00 9,50 72 22,0 30,0 3 10,000 12,00 12,00 11,50 83 26,0 36,0 3 12,000 14,00 12,00 12,00 83 26,0 38,0 3 14,000 16,00 16,00 15,50 92 32,0 42,0 3 16,000 18,00 16,00 16,00 92 32,0 44,0 3 18,000 20,00 20,00 19,00 104 38,0 52,0 3 20,000 fz (mm/z) / Ø fz (mm/z) / Ø 3 6 8 10 12 16 20 3 6 8 10 12 16 20 ISO Тверд. vc vc ap = 1,0 x D ae = 1,0 x D ap = 1,0 x D ae max = 0,75 x D ≤ 850 N/mm 2 60 0,013 0,025 0,034 0,045 0,05 0,07 0,09 70 0,014 0,029 0,039 0,052 0,06 0,08 0,10 P ≥ 850 N/mm 2 50 0,011 0,023 0,030 0,040 0,05 0,06 0,08 60 0,013 0,026 0,035 0,046 0,06 0,07 0,09 ≤ 750 N/mm 2 50 0,010 0,020 0,026 0,035 0,04 0,06 0,07 60 0,011 0,023 0,030 0,040 0,05 0,06 0,08 M ≥ 750 N/mm 2 30 0,008 0,015 0,020 0,027 0,03 0,04 0,05 40 0,009 0,018 0,024 0,032 0,04 0,05 0,06 K ≤ 240 HB 50 0,013 0,025 0,034 0,045 0,05 0,07 0,09 60 0,014 0,029 0,039 0,052 0,06 0,08 0,10 N ≥ 7% Si 80 0,016 0,032 0,042 0,055 0,07 0,09 0,11 100 0,018 0,037 0,049 0,063 0,08 0,10 0,13 Пожалуйста уменьшите скорость резания инструмента без покрытия: vc -50% и fz -25% фрезы HSS-E-PM Высокопроизводительные 289