Каталог Duemmel общий 2022 - страница 555
Навигация
 Общий каталог Dümmel 2014
Общий каталог Dümmel 2014 Каталог Dümmel дополнение 2017
Каталог Dümmel дополнение 2017 Каталог Dümmel дополнение 2018
Каталог Dümmel дополнение 2018 Общий каталог Dümmel 2015
Общий каталог Dümmel 2015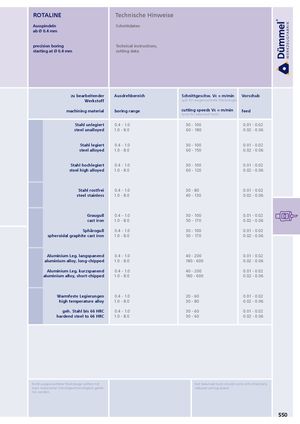
ROTALINE Technische Hinweise Ausspindeln Schnittdaten ab Ø 0.4 mm precision boring Technical instructions, starting at Ø 0.4 mm cutting data zu bearbeitender Ausdrehbereich Schnittgeschw. Vc = m/min Vorschub Werkstoff (gilt für ausgewuchtete Werkzeuge) machining material boring range cutting speeds Vc = m/min feed (only for balanced tools) Stahl unlegiert 0.4 - 1.0 30 - 100 0.01 - 0.02 steel unalloyed 1.0 - 8.0 60 - 180 0.02 - 0.06 Stahl legiert 0.4 - 1.0 30 - 100 0.01 - 0.02 steel alloyed 1.0 - 8.0 60 - 150 0.02 - 0.06 Stahl hochlegiert 0.4 - 1.0 30 - 100 0.01 - 0.02 steel high alloyed 1.0 - 8.0 60 - 120 0.02 - 0.06 Stahl rostfrei 0.4 - 1.0 30 - 80 0.01 - 0.02 steel stainless 1.0 - 8.0 40 - 130 0.02 - 0.06 Grauguß 0.4 - 1.0 30 - 100 0.01 - 0.02 cast iron 1.0 - 8.0 50 - 170 0.02 - 0.06 Sphäroguß 0.4 - 1.0 30 - 100 0.01 - 0.02 spheroidal graphite cast iron 1.0 - 8.0 50 - 170 0.02 - 0.06 Aluminium Leg. langspanend 0.4 - 1.0 40 - 200 0.01 - 0.02 aluminium alloy, long-chipped 1.0 - 8.0 180 - 600 0.02 - 0.06 Aluminium Leg. kurzspanend 0.4 - 1.0 40 - 200 0.01 - 0.02 aluminium alloy, short-chipped 1.0 - 8.0 180 - 600 0.02 - 0.06 Warmfeste Legierungen 0.4 - 1.0 20 - 60 0.01 - 0.02 high temperature alloy 1.0 - 8.0 30 - 80 0.02 - 0.06 geh. Stahl bis 66 HRC 0.4 - 1.0 30 - 60 0.01 - 0.02 hardend steel to 66 HRC 1.0 - 8.0 30 - 60 0.02 - 0.06 Nicht ausgewuchtete Werkzeuge sollten mit Not balanced tools should work with drastically stark reduzierter Schnittgeschwindigkeit gefah- reduced cutting speed. ren werden. 550