Каталог Duemmel общий 2022 - страница 403
Навигация
 Общий каталог Dümmel 2014
Общий каталог Dümmel 2014 Каталог Dümmel дополнение 2017
Каталог Dümmel дополнение 2017 Каталог Dümmel дополнение 2018
Каталог Dümmel дополнение 2018 Общий каталог Dümmel 2015
Общий каталог Dümmel 2015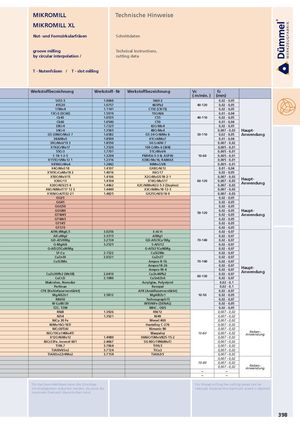
MIKROMILL Technische Hinweise MIKROMILL XL Nut- und Formzirkularfräsen Schnittdaten groove milling Technical instructions, by circular interpolation / cutting data T - Nutenfräsen / T - slot milling Werkstoffbezeichnung Werkstoff- Nr Werkstoffbezeichnung Vc fz ( m/min. ) (mm) St52-3 1.0060 St60-2 0,02 - 0,05 45S20 1.0757 46SPb2 40-120 0,02 - 0,05 17Mn4 1.1141 C15E (CK15) 0,02 - 0,05 13Cr3 (EC60) 1.5919 15CrNi6 0,01 - 0,04 Ck45 1.0535 C55 40-110 0,02 - 0,05 Ck60 1.0540 C50 0,01 - 0,04 28Cr4 1.7225 42CrMo4 0,02 - 0,05 34Cr4 1.3565 48CrMo4 0,007 - 0,03 Haupt- GS-20NiCrMo3 7 1.6582 GS-34 CrNiMo 6 30-110 0,02 - 0,05 Anwendung 34AlMo5 1.8509 41CrAlMo7 0,01 - 0,04 39CrMoV19 3 1.8550 34 CrAlNi 7 0,007 - 0,02 X192CrMo17 1.3520 100 CrMn 6 (W4) 0,005 - 0,01 55Cr3 1.7701 51CrMoV4 0,005 - 0,01 S 18-1-2-5 1.3294 PMHS6-5-3-8; ASP30 10-60 0,005 - 0,01 X155CrVMo12 1 1.2316 X38CrMo16; RAMAX 0,005 - 0,01 X45NiCrMo4 1.2842 90MnCrV8 0,005 - 0,01 X4CrMoS18 1.4107 GX8CrNi12 0,01 - 0,04 X105CrCoMo18 2 1.4016 X6Cr17 0,02 - 0,05 X50CrMoV15X30Cr13X20CrNiSi25 4 1.41061.41041.4462 X2CrMoSiS18-2-1X14CrMoS17X2CrNiMoN22-5-3 (Duplex)60-1200,007 - 0,030,007 - 0,030,007 - 0,03Haupt-Anwendung X6CrNiMoTi17 12 2 1.4449 X3CrNiMo18-12-3 0,007 - 0,03 X10NiCrAlTi32-21 1.4825 GX25CrNiSi18-9 0,007 - 0,03 GG25 0,02 - 0,05 GG45 0,02 - 0,05 GGG50 0,02 - 0,05 GGG80GTW45 50-120 0,02 - 0,05 Haupt-0,02 - 0,05Anwendung GTW65 0,02 - 0,05 GTS45 0,02 - 0,05 GTS70 0,02 - 0,05 Al99,9Mg0,5 3.0256 E-Al H 0,02 - 0,07 AlCuMg2 3.3315 AlMg1 0,02 - 0,07 GD-AlSi9Mg 3.2134 GD-AlSi5Cu1Mg 70-140 0,02 - 0,07 G-MgAl6 3.2525 S-AlSi12 0,02 - 0,07 G-AlSi25CuNiMg G-AlSi21CuNiMg 0,02 - 0,07 SF-Cu 2.1522 CuSl2Mn 0,02 - 0,07 CuZn30 2.0321 CuZn37 0,02 - 0,07 CuSi3Mn Ampco 8-16 70-140 0,02 - 0,07 CuZn39Pb2 (Ms58) 2.0410CuCrZr2.1080 Ampco18-26Ampco M-4CuZn44Pb2CuSn6Zn660-130 0,02 - 0,070,02 - 0,070,02 - 0,07Haupt-Anwendung0,02 - 0,07 Makrolon, Novodur Acrylglas, Polystyrol 0,02 - 0,1 Pertinax Resopal 0,02 - 0,1 CFK (Kohlefaserverstärkt) AFK (Amidfaserverstärkt) 0,02 - 0,07 MgAl6Zn1 3.5812 MgAl8Zn1 10-50 0,02 - 0,05 R8650 Technograph15 0,02 - 0,07 W-Cu80/20 W93NiFe (DENAL) 0,02 - 0,05 TZC, TZM MHC , ODS 0,02 - 0,05 RNi8 1.3926 RNi12 0,007 - 0,02 Ni54 1.3921 Ni49 0,007 - 0,02 NiCu 30 Fe Monel 400 0,007 - 0,02 NiMo16Cr16Ti Hastelloy C-276 0,007 - 0,02 NiCr20TiAl Nimonic 80 0,007 - 0,02 NiCr19Co14Mo4Ti Waspaloy 10-60 0,007 - 0,02 Neben-Anwendung X12CrNiMo12 1.4980 X6NiCrTiMoVB25-15-2 0,007 - 0,02 NiCr23Fe, Inconel 601 2.4667 SG-NiCr19NbMoTi 0,007 - 0,02 Ti99,7 3.7064 Ti99,5 0,007 - 0,02 TiAl6V6Sn2 3.7124 TiCu2 0,007 - 0,02 TiAl6Sn2Zr4Mo2 3.7154 TiAl6Zr5 0,007 - 0,02 0,007 - 0,02 10-40 0,007 - 0,02 0,007 - 0,02 Neben-Anwendung − − − − Für das Gewindefräsen kann die Schnittge- For thread milling the cutting speed can be schwindigkeiten reduziert werden, da sonst die reduced, because the maximum speed is reached. maximale Drehzahl überschritten wird. 398