Общий каталог Dormer Pramet 2018 - страница 632
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022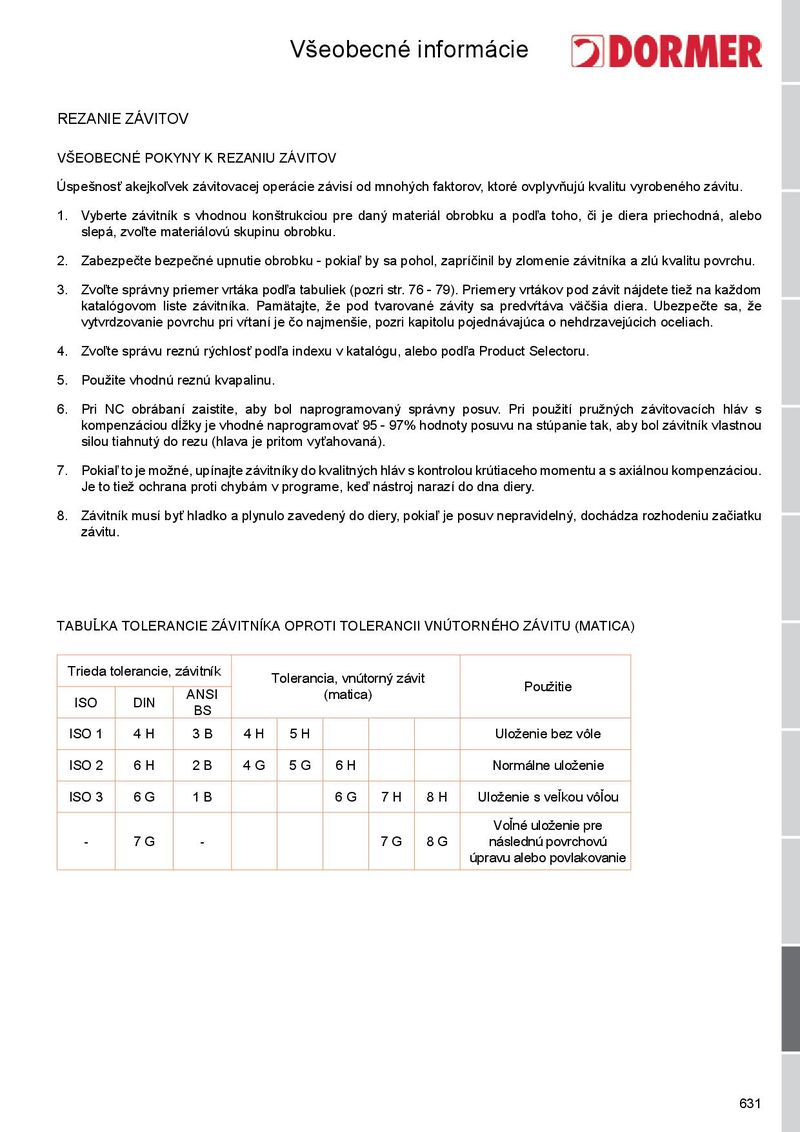
Všeobecné informácie REZANIE ZÁVITOV VŠEOBECNÉ POKYNY K REZANIU ZÁVITOV Úspešnosť akejkoľvek závitovacej operácie závisí od mnohých faktorov, ktoré ovplyvňujú kvalitu vyrobeného závitu. 1. Vyberte závitník s vhodnou konštrukciou pre daný materiál obrobku a podľa toho, či je diera priechodná, alebo slepá, zvoľte materiálovú skupinu obrobku. 2. zabezpečte bezpečné upnutie obrobku - pokiaľ by sa pohol, zapríčinil by zlomenie závitníka a zlú kvalitu povrchu. 3. zvoľte správny priemer vrtáka podľa tabuliek (pozri str. 76 - 79). Priemery vrtákov pod závit nájdete tiež na každom katalógovom liste závitníka. Pamätajte, že pod tvarované závity sa predvŕtáva väčšia diera. Ubezpečte sa, že vytvrdzovanie povrchu pri vŕtaní je čo najmenšie, pozri kapitolu pojednávajúca o nehdrzavejúcich oceliach. 4. zvoľte správu reznú rýchlosť podľa indexu v katalógu, alebo podľa Product Selectoru. 5. Použite vhodnú reznú kvapalinu. 6. Pri Nc obrábaní zaistite, aby bol naprogramovaný správny posuv. Pri použití pružných závitovacích hláv s kompenzáciou dĺžky je vhodné naprogramovať 95 - 97% hodnoty posuvu na stúpanie tak, aby bol závitník vlastnou silou tiahnutý do rezu (hlava je pritom vyťahovaná). 7. Pokiaľ to je možné, upínajte závitníky do kvalitných hláv s kontrolou krútiaceho momentu a s axiálnou kompenzáciou. Je to tiež ochrana proti chybám v programe, keď nástroj narazí do dna diery. 8. závitník musí byť hladko a plynulo zavedený do diery, pokiaľ je posuv nepravidelný, dochádza rozhodeniu začiatku závitu. TABUĽKA TOLERANCIE ZÁVITNÍKA OPROTI TOLERANCII VNÚTORNÉHO ZÁVITU (MATICA) Trieda tolerancie, závitník Tolerancia, vnútorný závit Použitie ANSI (matica) ISO DIN BS ISO 1 4 H 3 B 4 H 5 H Uloženie bez vôle ISO 2 6 H 2 B 4 G 5 G 6 H Normálne uloženie ISO 3 6 G 1 B 6 G 7 H 8 H Uloženie s veľkou vôľou Voľné uloženie pre - 7 G - 7 G 8 G následnú povrchovú úpravu alebo povlakovanie 631