Общий каталог Dormer Pramet 2018 - страница 615
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022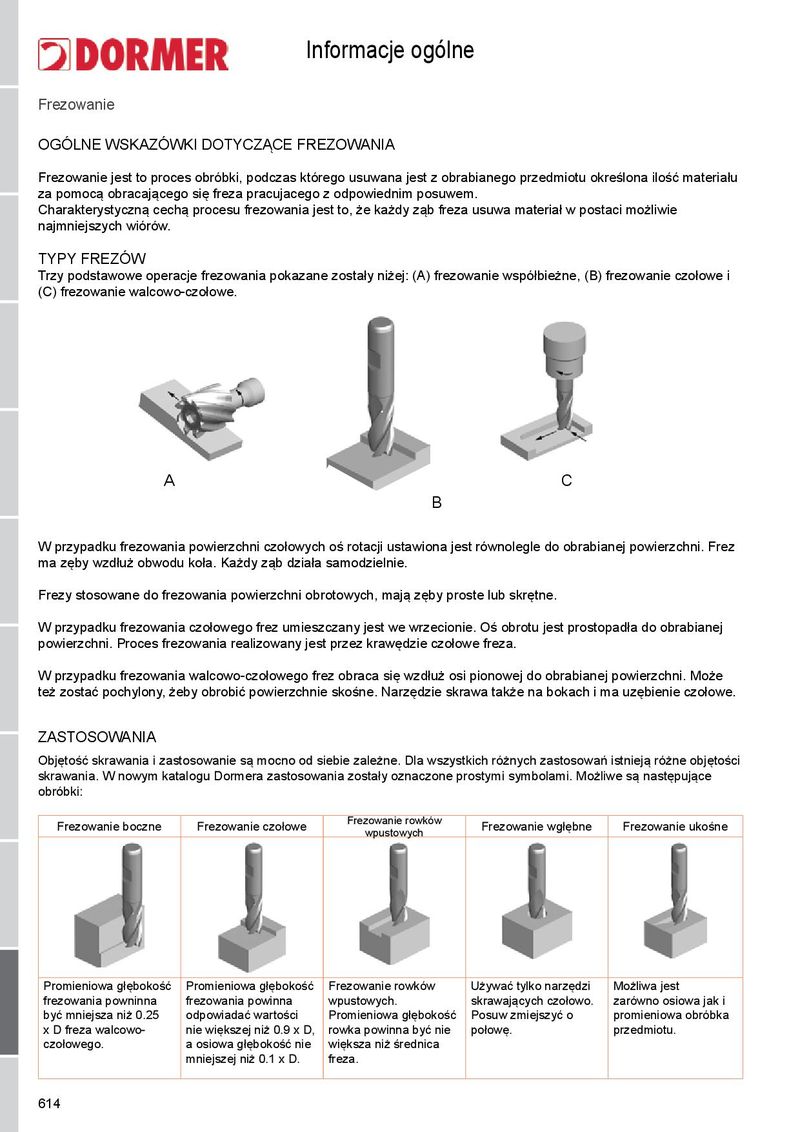
Informacje ogólne Frezowanie oGÓLNe WSKAzÓWKi doTyczĄce FrezoWANiA Frezowanie jest to proces obróbki, podczas którego usuwana jest z obrabianego przedmiotu określona ilość materiału za pomocą obracającego się freza pracujacego z odpowiednim posuwem. charakterystyczną cechą procesu frezowania jest to, że każdy ząb freza usuwa materiał w postaci możliwie najmniejszych wiórów. TyPy FrezÓW Trzy podstawowe operacje frezowania pokazane zostały niżej: (A) frezowanie współbieżne, (B) frezowanie czołowe i (c) frezowanie walcowo-czołowe. A C B W przypadku frezowania powierzchni czołowych oś rotacji ustawiona jest równolegle do obrabianej powierzchni. Frez ma zęby wzdłuż obwodu koła. Każdy ząb działa samodzielnie. Frezy stosowane do frezowania powierzchni obrotowych, mają zęby proste lub skrętne. W przypadku frezowania czołowego frez umieszczany jest we wrzecionie. oś obrotu jest prostopadła do obrabianej powierzchni. Proces frezowania realizowany jest przez krawędzie czołowe freza. W przypadku frezowania walcowo-czołowego frez obraca się wzdłuż osi pionowej do obrabianej powierzchni. Może też zostać pochylony, żeby obrobić powierzchnie skośne. Narzędzie skrawa także na bokach i ma uzębienie czołowe. zASToSoWANiA objętość skrawania i zastosowanie są mocno od siebie zależne. dla wszystkich różnych zastosowań istnieją różne objętości skrawania. W nowym katalogu dormera zastosowania zostały oznaczone prostymi symbolami. Możliwe są następujące obróbki: Frezowanie rowków Frezowanie boczne Frezowanie czołowe Frezowanie wgłębne Frezowanie ukośne wpustowych Promieniowa głębokość Promieniowa głębokość Frezowanie rowków Używać tylko narzędzi Możliwa jest frezowania powninna frezowania powinna wpustowych. skrawających czołowo. zarówno osiowa jak i być mniejsza niż 0.25 odpowiadać wartości Promieniowa głębokość Posuw zmiejszyć o promieniowa obróbka x d freza walcowo- nie większej niż 0.9 x d, rowka powinna być nie połowę. przedmiotu. czołowego. a osiowa głębokość nie większa niż średnica mniejszej niż 0.1 x d. freza. 614