Общий каталог Dormer Pramet 2018 - страница 612
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022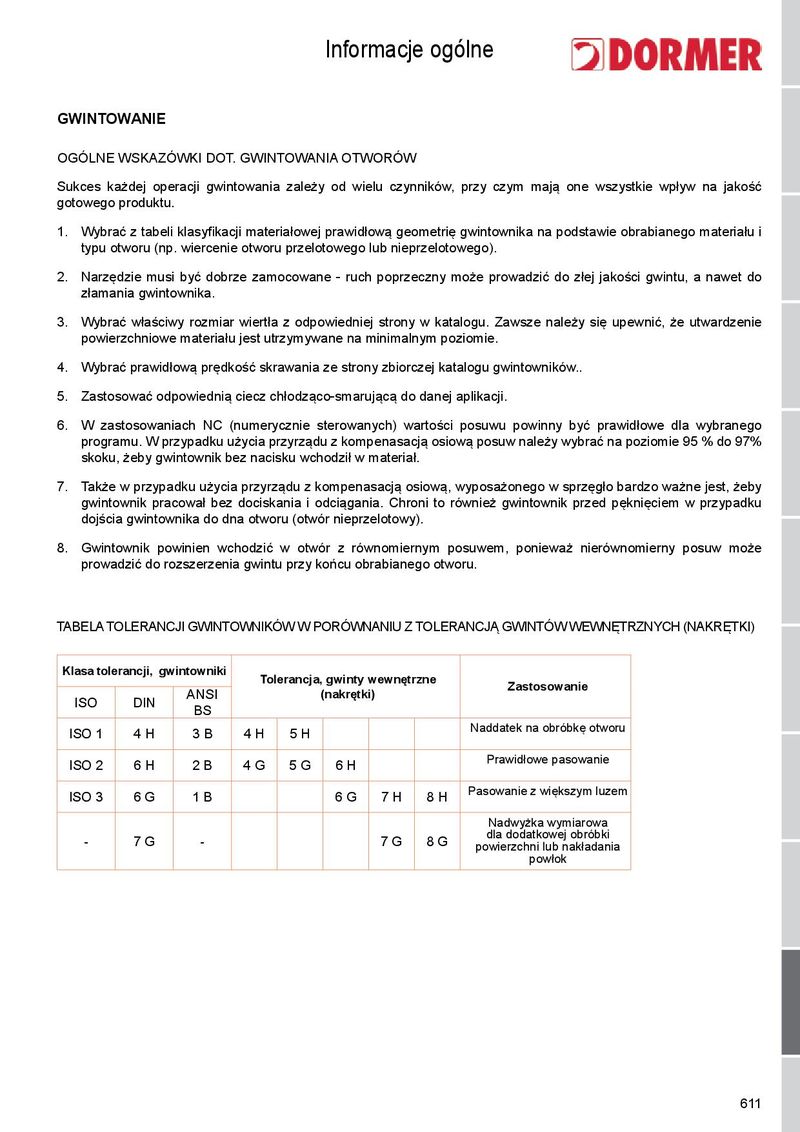
Informacje ogólne GWINTOWANIE OGÓLNE WSKAZÓWKI DOT. GWINTOWANIA OTWORÓW Sukces każdej operacji gwintowania zależy od wielu czynników, przy czym mają one wszystkie wpływ na jakość gotowego produktu. 1. Wybrać z tabeli klasyfikacji materiałowej prawidłową geometrię gwintownika na podstawie obrabianego materiału i typu otworu (np. wiercenie otworu przelotowego lub nieprzelotowego). 2. Narzędzie musi być dobrze zamocowane - ruch poprzeczny może prowadzić do złej jakości gwintu, a nawet do złamania gwintownika. 3. Wybrać właściwy rozmiar wiertła z odpowiedniej strony w katalogu. zawsze należy się upewnić, że utwardzenie powierzchniowe materiału jest utrzymywane na minimalnym poziomie. 4. Wybrać prawidłową prędkość skrawania ze strony zbiorczej katalogu gwintowników.. 5. zastosować odpowiednią ciecz chłodząco-smarującą do danej aplikacji. 6. W zastosowaniach Nc (numerycznie sterowanych) wartości posuwu powinny być prawidłowe dla wybranego programu. W przypadku użycia przyrządu z kompenasacją osiową posuw należy wybrać na poziomie 95 % do 97% skoku, żeby gwintownik bez nacisku wchodził w materiał. 7. Także w przypadku użycia przyrządu z kompenasacją osiową, wyposażonego w sprzęgło bardzo ważne jest, żeby gwintownik pracował bez dociskania i odciągania. chroni to również gwintownik przed pęknięciem w przypadku dojścia gwintownika do dna otworu (otwór nieprzelotowy). 8. Gwintownik powinien wchodzić w otwór z równomiernym posuwem, ponieważ nierównomierny posuw może prowadzić do rozszerzenia gwintu przy końcu obrabianego otworu. TABeLA ToLerANcJi GWiNToWNiKÓW W PorÓWNANiU z ToLerANcJĄ GWiNTÓW WeWNĘTrzNycH (NAKrĘTKi) Klasa tolerancji, gwintowniki Tolerancja, gwinty wewnętrzne zastosowanie ANSI (nakrętki) ISO DIN BS Naddatek na obróbkę otworu ISO 1 4 H 3 B 4 H 5 H Prawidłowe pasowanie ISO 2 6 H 2 B 4 G 5 G 6 H Pasowanie z większym luzem ISO 3 6 G 1 B 6 G 7 H 8 H Nadwyżka wymiarowa dla dodatkowej obróbki - 7 G - 7 G 8 G powierzchni lub nakładania powłok 611