Общий каталог Dijet 2018 - страница 293
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском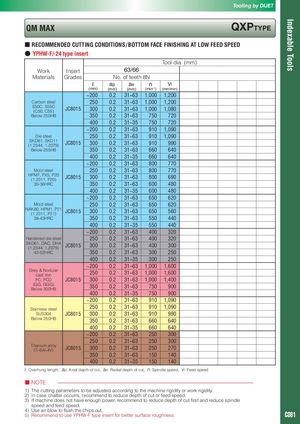
Indexable Tools Tooling by DIJET QM MAX QXPTyPE ■ RECOMMENDED CUTTING CONDITIONS / BOTTOM FACE FINISHING AT LOW FEED SPEED ● YPHW-F/-24 type insert Tool dia. (mm) Work Insert 63/66 Materials Grades No. of teeth 8N ℓ ap ae n Vf (mm) (mm) (mm) (min-1) (mm/min) ~200 0.2 31~63 1,000 1,200 Carbon steel 250 0.2 31~63 1,000 1,200 S50C, S55C(C50, C55)JC8015 300 0.2 31~63 1,000 1,080 Below 250HB 350 0.2 31~63 750 720 400 0.2 31~35 750 720 ~200 0.2 31~63 910 1,090 Die steel 250 0.2 31~63 910 1,090 SKD61, SKD11(1.2344, 1.2379)JC8015300 0.2 31~63 910 990 Below 255HB 350 0.2 31~63 660 640 400 0.2 31~35 660 640 ~200 0.2 31~63 800 770 Mold steel 250 0.2 31~63 800 770 HPM7, PX5, P20(1.2311, P20)JC8015300 0.2 31~63 800 690 30-36HRC 350 0.2 31~63 600 480 400 0.2 31~35 600 480 ~200 0.2 31~63 650 620 Mold steel 250 0.2 31~63 650 620 NAK80, HPM1, P21(1.2311, P21)JC8015300 0.2 31~63 650 560 38-43HRC 350 0.2 31~63 550 440 400 0.2 31~35 550 440 ~200 0.2 31~63 400 320 Hardened die steel 250 0.2 31~63 400 320 SKD61, DAC, DHA(1.2344, 1.2379)JC8015300 0.2 31~63 400 300 42-52HRC 350 0.2 31~63 300 250 400 0.2 31~35 300 250 ~200 0.2 31~63 1,000 1,600 Grey & Nodularcast iron 250 0.2 31~63 1,000 1,600 FC, FCD JC8015 300 0.2 31~63 1,000 1,400 (GG, GGG)Below 300HB 350 0.2 31~63 750 900 400 0.2 31~35 750 900 ~200 0.2 31~63 910 1,090 Stainless steel 250 0.2 31~63 910 1,090 SUS304 JC8015 300 0.2 31~63 910 990 Below 250HB 350 0.2 31~63 660 640 400 0.2 31~35 660 640 ~200 0.2 31~63 250 300 250 0.2 31~63 250 300 Titanium alloy(Ti-6Al-4V)JC8015300 0.2 31~63 250 270 350 0.2 31~63 150 140 400 0.2 31~35 150 140 ℓ: Overhung length, ap: Axial depth of cut, ae: Radial depth of cut, n: Spindle speed, Vf: Feed speed ■ NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case chatter occurrs, recommend to reduce depth of cut or feed speed. 3) If machine does not have enough power, recommend to reduce depth of cut first and reduce spindle speed and feed speed. 4) Use air blow to flush the chips out. 5) Recommend to use YPHW-F type insert for better surface roughness. C081