Общий каталог Dijet 2018 - страница 284
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском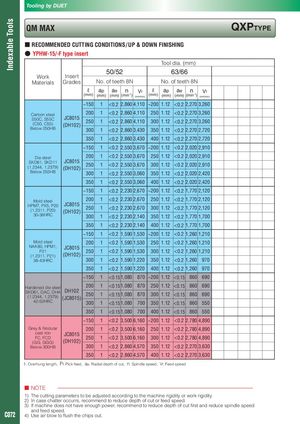
Tooling by DIJET Indexable Tools QM MAX QXPTyPE ■ RECOMMENDED CUTTING CONDITIONS / UP & DOWN FINISHING ● YPHW-15/-F type insert Tool dia. (mm) 50/52 63/66 Work Insert Materials Grades No. of teeth 8N No. of teeth 8N ℓ ap ae n Vf ℓ ap ae n Vf (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) ~150 1 <0.2 2,860 4,110 ~200 1.12 <0.2 2,270 3,260 Carbon steel 200 1 <0.2 2,860 4,110 250 1.12 <0.2 2,270 3,260 S50C, S55C JC8015 (C50, C55) 250 1 <0.2 2,860 4,110 300 1.12 <0.2 2,270 3,260 (DH102) Below 250HB 300 1 <0.2 2,860 3,430 350 1.12 <0.2 2,270 2,720 350 1 <0.2 2,860 3,430 400 1.12 <0.2 2,270 2,720 ~150 1 <0.2 2,550 3,670 ~200 1.12 <0.2 2,020 2,910 Die steel 200 1 <0.2 2,550 3,670 250 1.12 <0.2 2,020 2,910 SKD61, SKD11 JC8015 (1.2344, 1.2379) 250 1 <0.2 2,550 3,670 300 1.12 <0.2 2,020 2,910 (DH102) Below 255HB 300 1 <0.2 2,550 3,060 350 1.12 <0.2 2,020 2,420 350 1 <0.2 2,550 3,060 400 1.12 <0.2 2,020 2,420 ~150 1 <0.2 2,230 2,670 ~200 1.12 <0.2 1,770 2,120 Mold steel 200 1 <0.2 2,230 2,670 250 1.12 <0.2 1,770 2,120 HPM7, PX5, P20 JC8015 (1.2311, P20) 250 1 <0.2 2,230 2,670 300 1.12 <0.2 1,770 2,120 (DH102) 30-36HRC 300 1 <0.2 2,230 2,140 350 1.12 <0.2 1,770 1,700 350 1 <0.2 2,230 2,140 400 1.12 <0.2 1,770 1,700 ~150 1 <0.2 1,590 1,530 ~200 1.12 <0.2 1,260 1,210 Mold steel 200 1 <0.2 1,590 1,530 250 1.12 <0.2 1,260 1,210 NAK80, HPM1, JC8015 P21 250 1 <0.2 1,590 1,530 300 1.12 <0.2 1,260 1,210 (1.2311, P21) (DH102) 38-43HRC 300 1 <0.2 1,590 1,220 350 1.12 <0.2 1,260 970 350 1 <0.2 1,590 1,220 400 1.12 <0.2 1,260 970 ~150 1 <0.15 1,080 870 ~200 1.12 <0.15 860 690 Hardened die steel 200 1 <0.15 1,080 870 250 1.12 <0.15 860 690 SKD61, DAC, DHA DH102 (1.2344, 1.2379) (JC8015) 250 1 <0.15 1,080 870 300 1.12 <0.15 860 690 42-52HRC 300 1 <0.15 1,080 700 350 1.12 <0.15 860 550 350 1 <0.15 1,080 700 400 1.12 <0.15 860 550 ~150 1 <0.2 3,500 6,160 ~200 1.12 <0.2 2,780 4,890 Grey & Nodular 200 1 <0.2 3,500 6,160 250 1.12 <0.2 2,780 4,890 cast iron JC8015 FC, FCD 250 1 <0.2 3,500 6,160 300 1.12 <0.2 2,780 4,890 (GG, GGG) (DH102) Below 300HB 300 1 <0.2 2,860 4,570 350 1.12 <0.2 2,270 3,630 350 1 <0.2 2,860 4,570 400 1.12 <0.2 2,270 3,630 ℓ: Overhung length, Pf: Pick feed, ae: Radial depth of cut, n: Spindle speed, Vf: Feed speed ■ NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case chatter occurrs, recommend to reduce depth of cut or feed speed. 3) If machine does not have enough power, recommend to reduce depth of cut first and reduce spindle speed and feed speed. C072 4) Use air blow to flush the chips out.