Общий каталог Dijet 2018 - страница 274
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском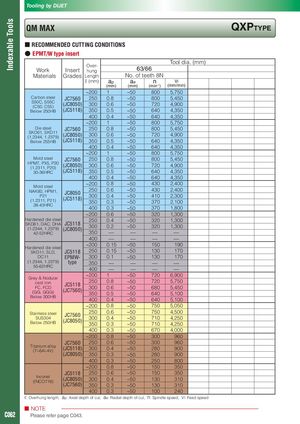
Tooling by DIJET Indexable Tools QM MAX QXPTyPE ■ RECOMMENDED CUTTING CONDITIONS ● EPMT/W type insert Tool dia. (mm) Over- Work Insert hung 63/66 Materials Grades Length No. of teeth 8N ℓ (mm) ap ae n Vf (mm) (mm) (min-1) (mm/min) ~200 1 ~50 800 5,750 Carbon steel JC7560 250 0.8 ~50 800 5,450 S50C, S55C (C50, C55) (JC8050) 300 0.6 ~50 720 4,900 Below 250HB (JC5118) 350 0.5 ~50 640 4,350 400 0.4 ~50 640 4,350 ~200 1 ~50 800 5,750 Die steel JC7560 250 0.8 ~50 800 5,450 SKD61, SKD11 (1.2344, 1.2379) (JC8050) 300 0.6 ~50 720 4,900 Below 255HB (JC5118) 350 0.5 ~50 640 4,350 400 0.4 ~50 640 4,350 ~200 1 ~50 800 5,750 Mold steel JC7560 250 0.8 ~50 800 5,450 HPM7, PX5, P20 (1.2311, P20) (JC8050) 300 0.6 ~50 720 4,900 30-36HRC (JC5118) 350 0.5 ~50 640 4,350 400 0.4 ~50 640 4,350 Mold steel ~200 0.8 ~50 430 2,400 NAK80, HPM1, 250 0.6 ~50 430 2,400 JC8050 P21 300 0.4 ~50 410 2,300 (1.2311, P21) (JC5118) 350 0.3 ~50 370 2,100 38-43HRC 400 0.3 ~50 370 1,800 ~200 0.6 ~50 320 1,300 Hardened die steel 250 0.4 ~50 320 1,300 SKD61, DAC, DHA JC5118 (1.2344, 1.2379) (JC8050) 300 0.2 ~50 320 1,300 42-52HRC 350 — — — — 400 — — — — Hardened die steel ~200 0.15 ~50 150 190 SKD11, SLD, JC5118 250 0.15 ~50 130 170 DC11 EPMW- 300 0.1 ~50 130 170 (1.2344, 1.2379) type 350 — — — — 55-62HRC 400 — — — — Grey & Nodular ~200 1 ~50 720 6,900 cast iron 250 0.8 ~50 720 5,750 JC5118 FC, FCD 300 0.6 ~50 680 5,450 (GG, GGG) (JC7560) 350 0.5 ~50 640 5,100 Below 300HB 400 0.4 ~50 640 5,100 ~200 0.8 ~50 750 5,050 Stainless steel 250 0.6 ~50 750 4,500 JC7560 SUS304 300 0.4 ~50 710 4,250 Below 250HB (JC8050) 350 0.3 ~50 710 4,250 400 0.3 ~50 670 4,000 ~200 0.8 ~50 300 960 JC7560 250 0.6 ~50 300 960 Titanium alloy (Ti-6Al-4V) (JC5118) 300 0.4 ~50 280 900 (JC8050) 350 0.3 ~50 280 900 400 0.3 ~50 250 800 ~200 0.8 ~50 150 350 JC5118 250 0.6 ~50 150 350 Inconel (INCO718) (JC8050) 300 0.4 ~50 130 310 (JC7560) 350 0.3 ~50 130 310 400 0.3 ~50 100 240 ℓ: Overhung length, ap: Axial depth of cut, ae: Radial depth of cut, n: Spindle speed, Vf: Feed speed ■ NOTE C062 Please refer page C043.