Общий каталог Dijet 2018 - страница 121
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском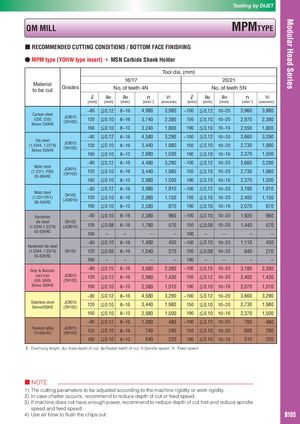
Tooling by DIJET QM MILL MPMTYPE ■ RECOMMENDED CUTTING CONDITIONS / BOTTOM FACE FINISHING ● MPM type (YOHW type insert) + MSN Carbide Shank Holder Tool dia. (mm) 16/17 20/21 Materialto be cutGrades No. of teeth 4N No. of teeth 5N ℓ ap ae n Vf ℓ ap ae n Vf (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) ~80 ≦0,12 8~16 4,980 3,980 ~100 ≦0,12 10~20 3,960 3,980 Carbon steel(C50, C55)Below 250HBJC8015(DH102)120≦0.108~16160≦0.108~133,7403,2402,380150 ≦0.10 10~20 2,970 2,3801,800190≦0.1010~162,5501,800 ~80 ≦0,12 8~16 4,580 3,290 ~100 ≦0,12 10~20 3,660 3,290 Die steel(1.2344, 1.2379)Below 255HBJC8015(DH102)120≦0.108~16160≦0.108~133,4402,8801,980150 ≦0.10 10~20 2,730 1,9801,500190≦0.1010~162,3701,500 ~80 ≦0,12 8~16 4,480 3,290 ~100 ≦0,12 10~20 3,660 3,290 Mold steel(1.2311, P20)30-36HRCJC8015(DH102)120≦0.108~16160≦0.108~133,4402,9801,980 150 ≦0.10 10~20 2,730 1,9801,500190≦0.1010~162,3701,500 ~80 ≦0,12 8~16 3,980 1,910 ~100 ≦0,12 10~20 3,180 1,910 Mold steel(1.2311P21)38-43HRCDH102(JC8015)120≦0.108~16160≦0.108~132,9802,5801,150 150 ≦0.10 10~20 2,400 1,150870190≦0.1010~162,070870 Hardened ~80 ≦0.10 8~16 2,380 960 ~100 ≦0.10 10~20 1,920 960 die steel DH102(1.2344,1.2379)(JC8015)120≦0.088~161,780 570 150 ≦0.08 10~20 1,440 570 42-52HRC 160 – – – – 190 – – – – ~80 ≦0.10 8~16 1,400 450 ~100 ≦0.10 10~20 1,110 450 Hardened die steel (1.2344, 1.2379) DH102 120 ≦0.08 8~16 1,040 270 150 ≦0.08 10~20 840 270 55-62HRC 160 – – – – 190 – – – – Grey & Nodular ~80 ≦0.15 8~16 3,980 2,380 ~100 ≦0.15 10~20 3,180 2,380 cast iron(GG, GGG) JC8015(DH102)120 ≦0.12 8~16 2,980 1,430 150 ≦0.12 10~20 2,400 1,430 Below 300HB 160 ≦0.10 8~13 2,580 1,010 190 ≦0.10 10~16 2,070 1,010 ~80 ≦0.12 8~16 4,580 3,290 ~100 ≦0.12 10~20 3,660 3,290 Stainless steel JC8015Below250HB(DH102)120≦0.108~16 3,440 1,980 150 ≦0.10 10~20 2,730 1,980 160 ≦0.10 8~13 2,980 1,500 190 ≦0.10 10~16 2,370 1,500 ~80 ≦0.12 8~16 1,000 480 ~100 ≦0.12 10~20 780 480 Titanium alloy(Ti-6Al-4V)JC8015(DH102)120≦0.10 8~16 740 290 150 ≦0.10 10~20 600 290 160 ≦0.10 8~13 640 220 190 ≦0.10 10~16 510 220 ℓ: Overhung length, ap: Axial depth of cut, ae:Radial depth of cut, n:Spindle speed, Vf : Feed speed ■ NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case chatter occurrs, recommend to reduce depth of cut or feed speed. 3) If machine does not have enough power, recommend to reduce depth of cut first and reduce spindle speed and feed speed. 4) Use air blow to flush the chips out. B105