Каталог Carmex техническая информация по резьбофрезерованию - страница 10
Навигация
 Каталог Carmex серия CMT — вертикальные резьбофрезы со сменными пластинами
Каталог Carmex серия CMT — вертикальные резьбофрезы со сменными пластинами Каталог Carmex цельнотвердосплавные резьбофрезы
Каталог Carmex цельнотвердосплавные резьбофрезы Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut
Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut Каталог Carmex инструмент для вихревого нарезания резьбы
Каталог Carmex инструмент для вихревого нарезания резьбы Каталог Carmex корпуса резьбофрез для призматических пластин
Каталог Carmex корпуса резьбофрез для призматических пластин Каталог Carmex общий 2021
Каталог Carmex общий 2021 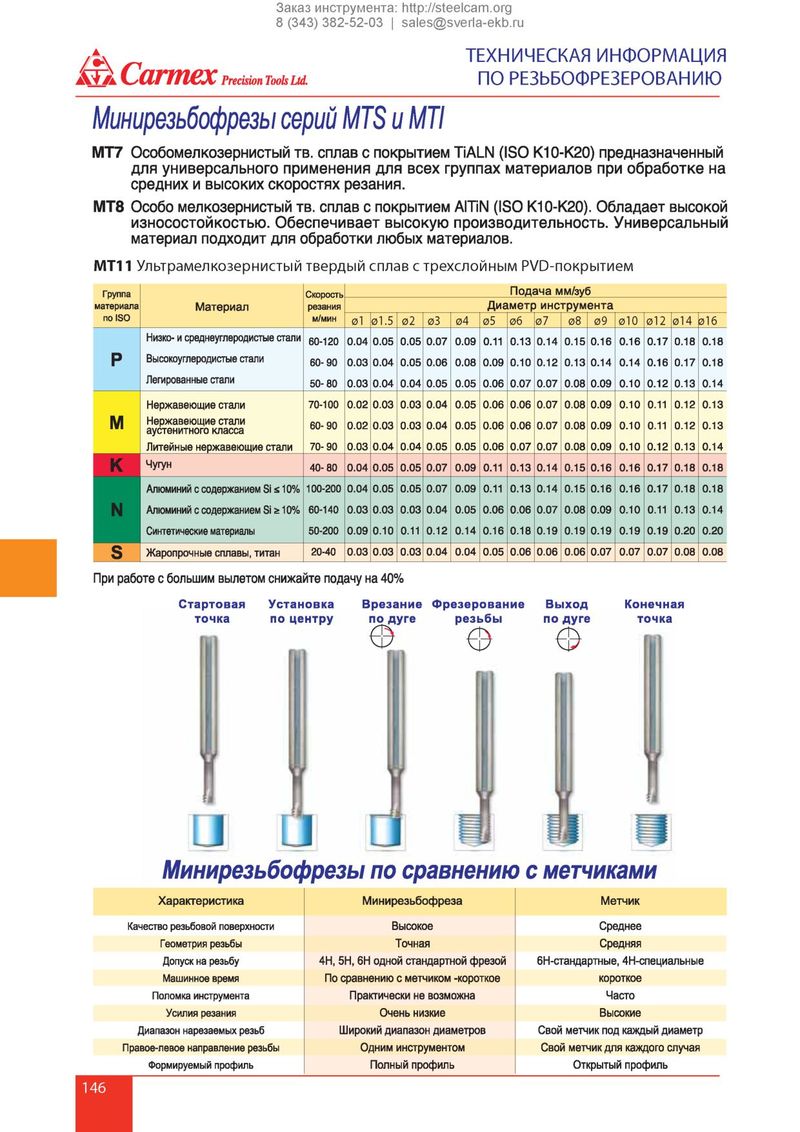
Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ iskCarmex Precision Took Ltd. ПО РЕЗЬБОФРЕЗЕРОВАНИЮ Минирезьбофрезы серий MTS и MTI М Т7 Особомелкозернистый тв. сплав с покрытием TiALN (ISO К10-К20) предназначенный для универсального применения для всех группах материалов при об работке на средних и высоких скоростях резания. М Т8 Особо мелкозернистый тв. сплав с покрытием AITiN (ISO К10-К20). Обладает высокой износостойкостью . О беспечивает вы сокую производительность. Универсальны й материал подходит для обработки любых материалов. MT11 Ультрамелкозернистый твердый сплав с трехслойным PVD-покрытием Группа Скорость П о д а ч а м м /з у б материала М атериал резания Д иам етр и н струм ента по ISO м/мин 01 0 1 .5 02 03 04 05 0б 07 08 09 010 012 014 01б Низко- и среднеуглеродистые стали 60-120 0 .0 4 0 .0 5 0 .0 5 0 .0 7 0 .0 9 0.11 0 .1 3 0 .1 4 0 .1 5 0 .1 6 0 .1 6 0 .1 7 0.18 0 .1 8 Р Высокоуглеродистые стали 60- 90 0 .0 3 0 .0 4 0 .0 5 0 .0 6 0 .0 8 0 .0 9 0 .1 0 0 .1 2 0 .1 3 0 .1 4 0 .1 4 0 .1 6 0 .1 7 0 .1 8 Легированные стали 50- 80 0 .0 3 0 .0 4 0 .0 4 0 .0 5 0 .0 5 0 .0 6 0 .0 7 0 .0 7 0 .0 8 0 .0 9 0 .1 0 0 .1 2 0.13 0 .1 4 Н ерж авею щ ие стали 70-100 0 .0 2 0 .0 3 0 .0 3 0 .0 4 0 .0 5 0 .0 6 0 .0 6 0 .0 7 0 .0 8 0 .0 9 0 .1 0 0.11 0 .1 2 0 .1 3 м Нерж авею щ ие стали аустенитного класса 60- 90 0 .0 2 0 .0 3 0 .0 3 0 .0 4 0 .0 5 0 .0 6 0 .0 6 0 .0 7 0 .0 8 0 .0 9 0 .1 0 0.11 0 .1 2 0 .1 3 Литейные нерж авею щ ие стали 70- 90 0 .0 3 0 .0 4 0 .0 4 0 .0 5 0 .0 5 0 .0 6 0 .0 7 0 .0 7 0 .0 8 0 .0 9 0 .1 0 0 .1 2 0.13 0 .1 4 к Чугун 40- 80 0 .0 4 0 .0 5 0 .0 5 0 .0 7 0 .0 9 0.11 0 .1 3 0 .1 4 0 .1 5 0 .1 6 0 .1 6 0 .1 7 0.18 0 .1 8 Алюминий с содержанием Si £ 10% 100-200 0 .0 4 0 .0 5 0 .0 5 0 .0 7 0 .0 9 0.11 0 .1 3 0 .1 4 0 .1 5 0 .1 6 0 .1 6 0 .1 7 0.18 0 .1 8 N Алюминий с содержанием Si а 10% 60-140 0 .0 3 0 .0 3 0 .0 3 0 .0 4 0 .0 5 0 .0 6 0 .0 6 0 .0 7 0 .0 8 0 .0 9 0 .1 0 0.11 0.13 0 .1 4 Синтетические материалы 50-200 0 .0 9 0 .1 0 0.11 0 .1 2 0 .1 4 0 .1 6 0 .1 8 0 .1 9 0 .1 9 0 .1 9 0 .1 9 0 .1 9 0.20 0 .2 0 S Ж аропрочные сплавы, титан 20-40 0 .0 3 0 .0 3 0 .0 3 0 .0 4 0 .0 4 0 .0 5 0 .0 6 0 .0 6 0 .0 6 0 .0 7 0 .0 7 0 .0 7 0.08 0 .0 8 При работе с большим вылетом снижайте подачу на 40% С тартовая У стан ов ка В резание Ф р езерование В ы ход Конечная Минирезьбофрезы по сравнению с метчиками Х а р актеристика М инирезьбоф реза М етчик Качество резьбовой поверхности Вы сокое С реднее Геометрия резьбы Т очная С редняя Допуск на резьбу 4Н , 5Н , 6Н одной ста н д а р тн о й ф резой бН -стандартны е, 4Н -спе ц и а л ьн ы е Машинное время По ср а вн е н и ю с метчиком -короткое короткое Поломка инструмента П рактически не возм ожна Ч асто Усилия резания О чен ь низкие В ы сокие Диапазон нарезаемых резьб Ш и роки й диапазон д и а м е тр ов С вой м етчик под каждый д иам етр Правое-левое направление резьбы О дним инструм ентом С вой м етчик д л я каждого случая Формируемый профиль П олны й проф иль О ткры ты й п роф иль 146