Каталог Carmex инструмент для вихревого нарезания резьбы - страница 2
Навигация
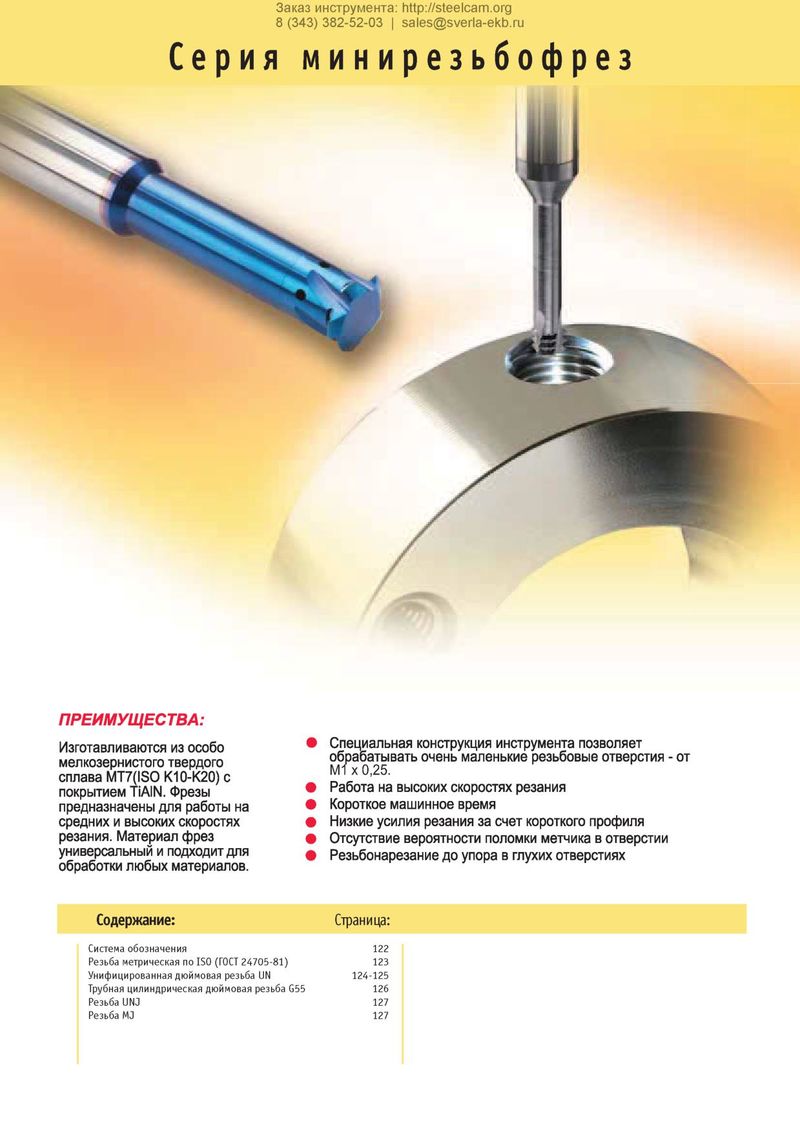 Каталог Carmex серия минирезьбофрез
Каталог Carmex серия минирезьбофрез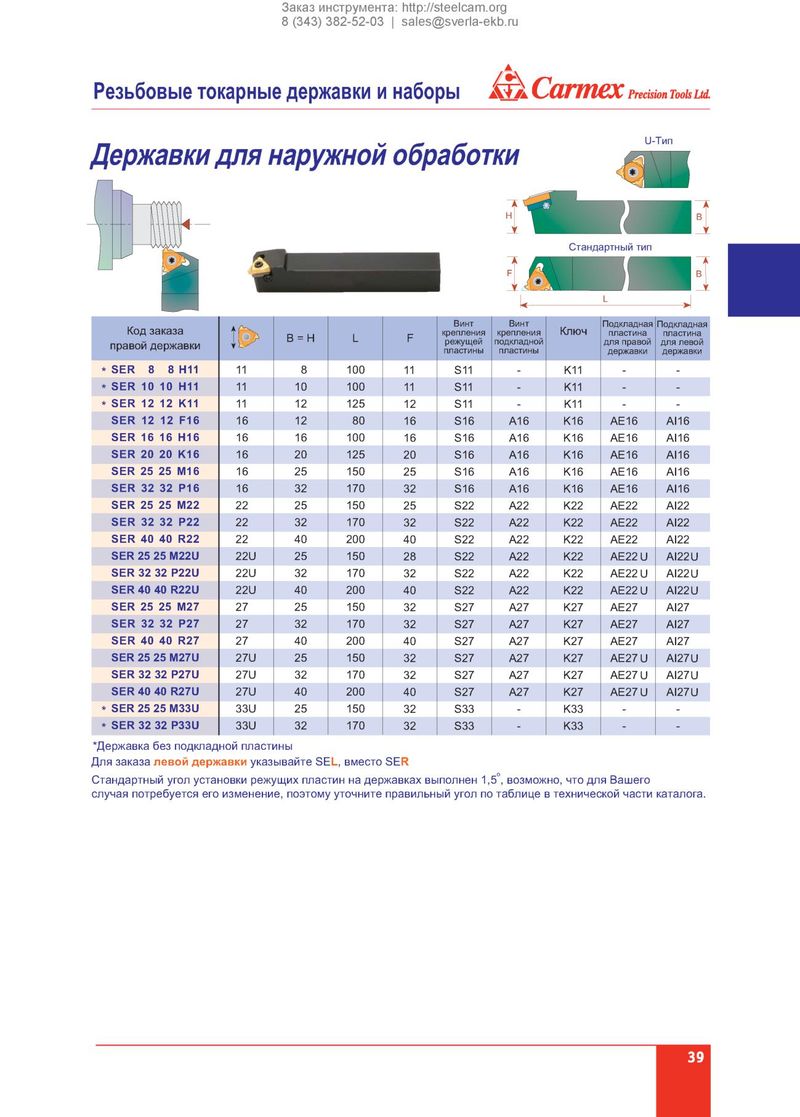 Каталог Carmex державки для наружной обработки
Каталог Carmex державки для наружной обработки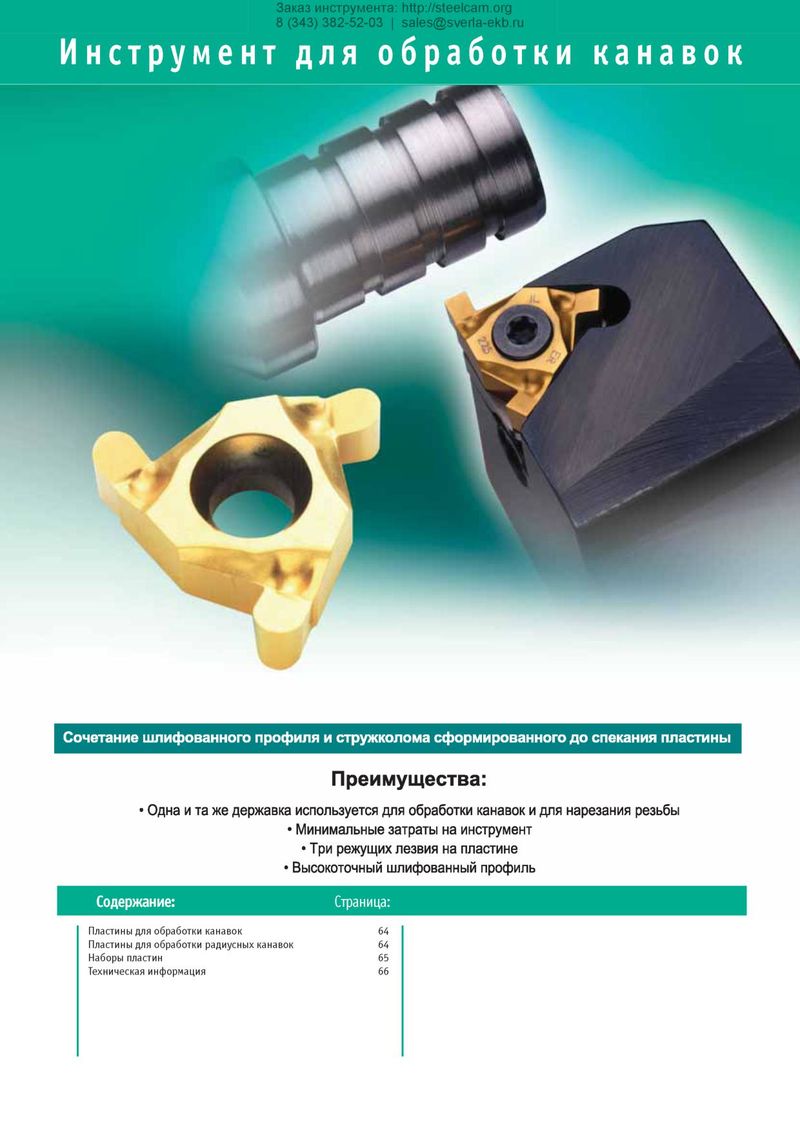 Каталог Carmex инструмент для обработки канавок
Каталог Carmex инструмент для обработки канавок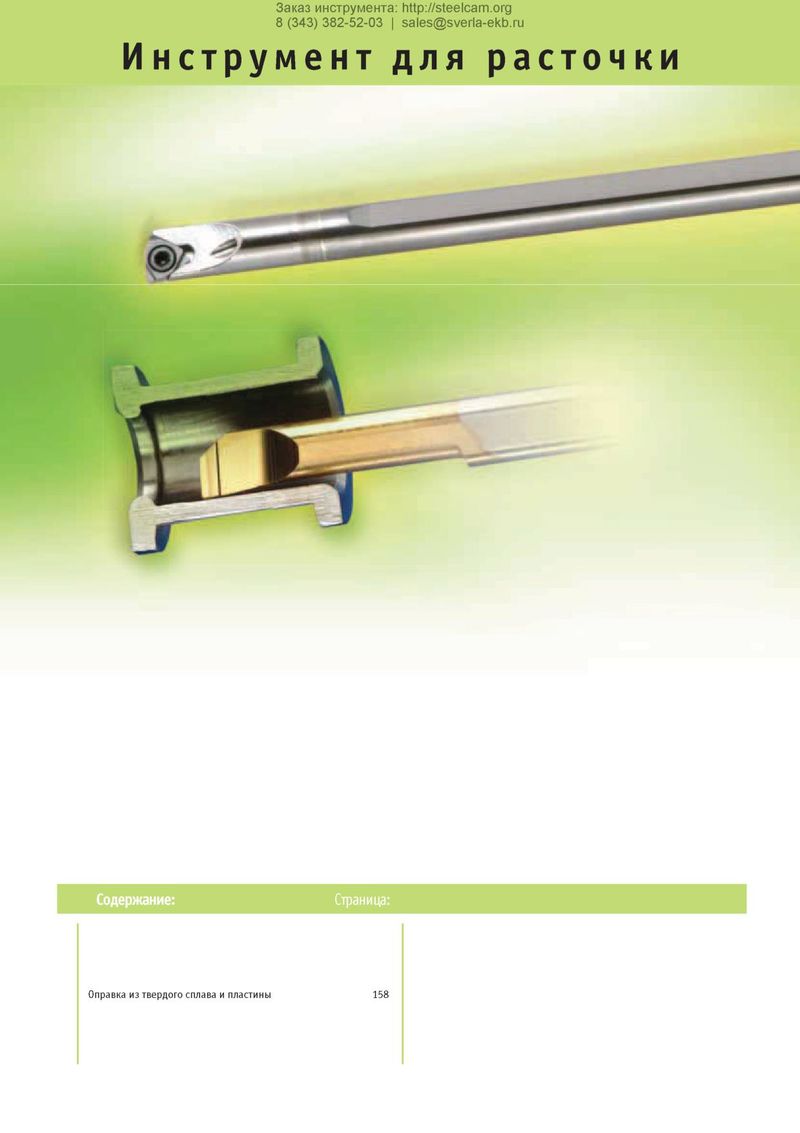 Каталог Carmex инструмент для расточки
Каталог Carmex инструмент для расточки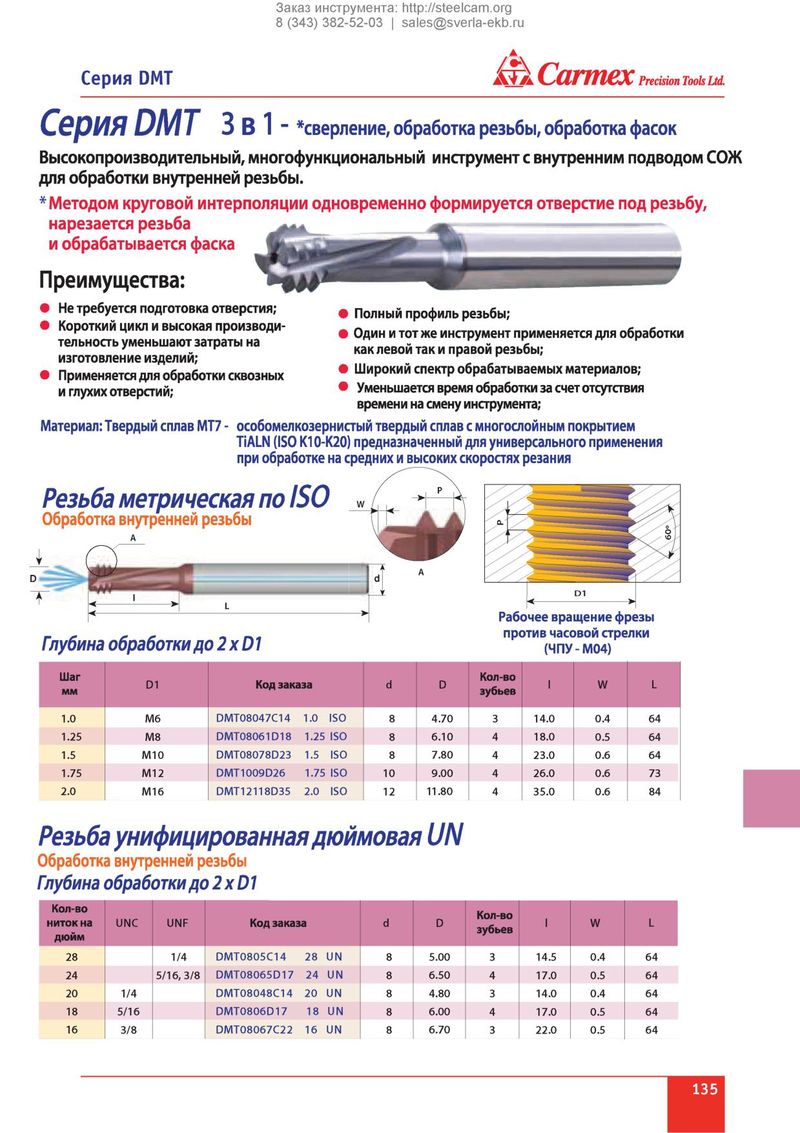 Каталог Carmex сверление, обработка резьбы, обработка фасок
Каталог Carmex сверление, обработка резьбы, обработка фасок Каталог Carmex пластины сменные призматические
Каталог Carmex пластины сменные призматические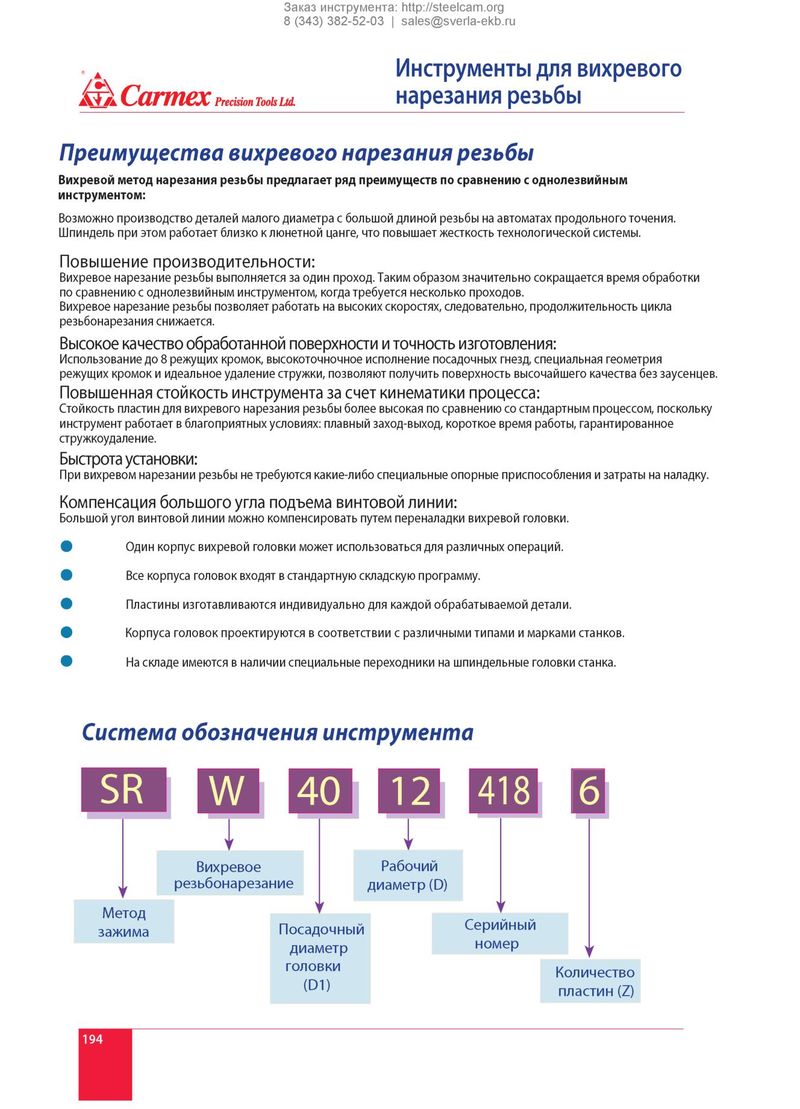
Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru • Инструменты для вихревого isk C a rm ex Precision Tools Ltd. Преимущества вихревого нарезания резьбы Вихревой метод нарезания резьбы предлагает ряд преимуществ по сравнению с однолезвийным инструментом: Возможно производство деталей малого диаметра с большой длиной резьбы на автоматах продольного точения. Шпиндель при этом работает близко к люнетной цанге, что повышает жесткость технологической системы. Повышение производительности: Вихревое нарезание резьбы выполняется за один проход. Таким образом значительно сокращается время обработки по сравнению с однолезвийным инструментом, когда требуется несколько проходов. Вихревое нарезание резьбы позволяет работать на высоких скоростях, следовательно, продолжительность цикла резьбонарезания снижается. Высокое качество обработанной поверхности и точность изготовления: Использование до 8 режущих кромок, высокоточночное исполнение посадочных гнезд, специальная геометрия режущих кромок и идеальное удаление стружки, позволяют получить поверхность высочайшего качества без заусенцев. Повышенная стойкость инструмента за счет кинематики процесса: Стойкость пластин для вихревого нарезания резьбы более высокая по сравнению со стандартным процессом, поскольку инструмент работает в благоприятных условиях: плавный заход-выход, короткое время работы, гарантированное стружкоудаление. Быстрота установки: При вихревом нарезании резьбы не требуются какие-либо специальные опорные приспособления и затраты на наладку. Компенсация большого угла подъема винтовой линии: Большой угол винтовой линии можно компенсировать путем переналадки вихревой головки. 9 Один корпус вихревой головки может использоваться для различных операций. 9 Все корпуса головок входят в стандартную складскую программу. 9 Пластины изготавливаются индивидуально для каждой обрабатываемой детали. 9 Корпуса головок проектируются в соответствии с различными типами и марками станков. 9 На складе имеются в наличии специальные переходники на шпиндельные головки станка. Система обозначения инструмента SR W 40 12 418 I I Вихревое Рабочий резьбонарезание диаметр (D) у У Метод Серийный зажима Посадочный номер диаметр головки Количество (D1) пластин (Z) 194