Каталог Carmex общий 2021 - страница 429
Навигация
 Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut
Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut Каталог Carmex корпуса резьбофрез для призматических пластин
Каталог Carmex корпуса резьбофрез для призматических пластин Каталог Carmex инструмент для вихревого нарезания резьбы
Каталог Carmex инструмент для вихревого нарезания резьбы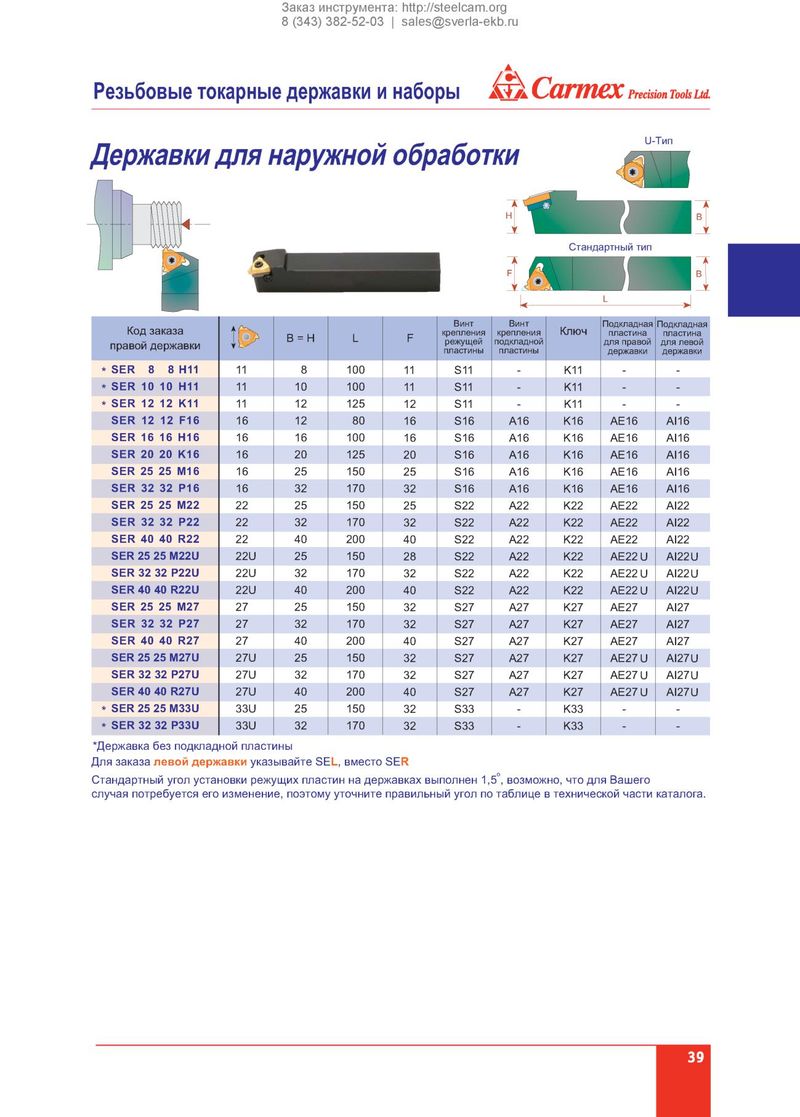 Каталог Carmex державки для наружной обработки
Каталог Carmex державки для наружной обработки Каталог Carmex спиральные резьбофрезы со сменными пластинами
Каталог Carmex спиральные резьбофрезы со сменными пластинами 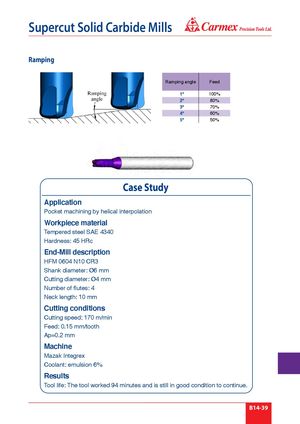
® Supercut Solid Carbide Mills Ramping Ramping angle Feed 1° 100% 2° 80% 3° 70% 4° 60% 5° 50% Case Study Application Pocket machining by helical interpolation Workpiece material Tempered steel SAE 4340 Hardness: 45 HRc End-Mill description HFM 0604 N10 CR3 Shank diameter: Ø6 mm Cutting diameter: Ø4 mm Number of flutes: 4 Neck length: 10 mm Cutting conditions Cutting speed: 170 m/min Feed: 0.15 mm/tooth Ap=0.2 mm Machine Mazak Integrex Coolant: emulsion 6% Results Tool life: The tool worked 94 minutes and is still in good condition to continue. B14-39