Каталог Carmex общий 2021 - страница 359
Навигация
 Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut
Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut Каталог Carmex корпуса резьбофрез для призматических пластин
Каталог Carmex корпуса резьбофрез для призматических пластин Каталог Carmex инструмент для вихревого нарезания резьбы
Каталог Carmex инструмент для вихревого нарезания резьбы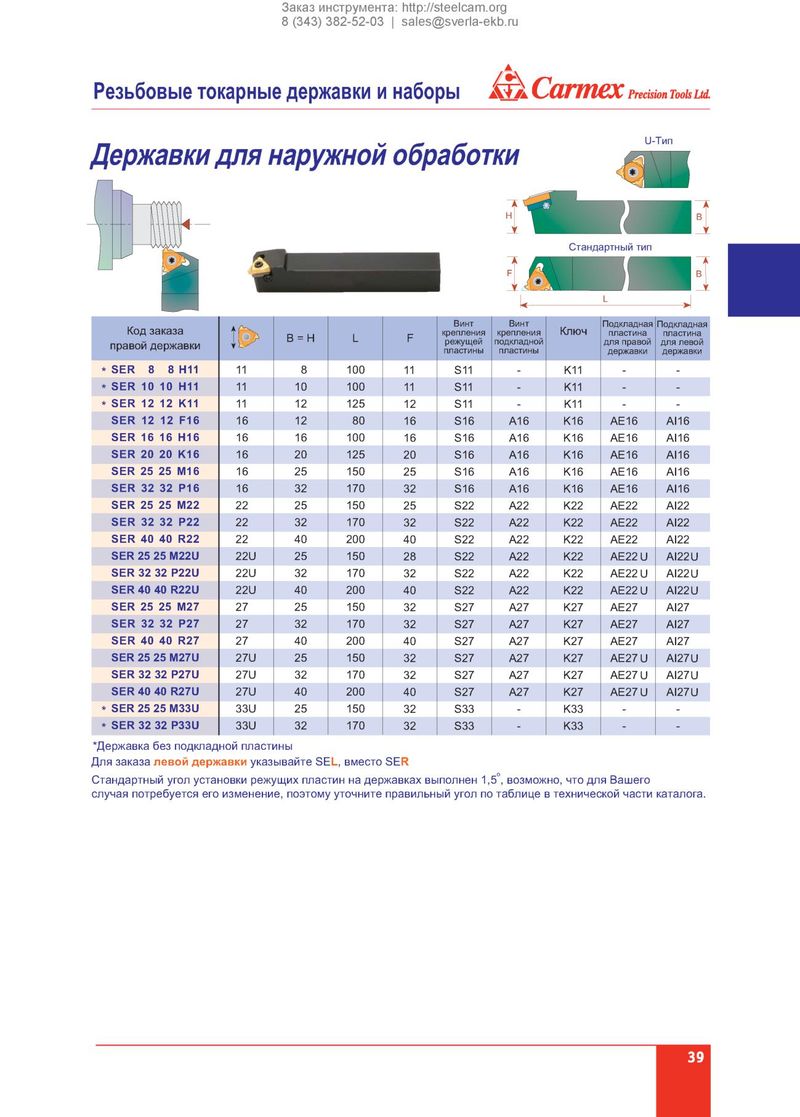 Каталог Carmex державки для наружной обработки
Каталог Carmex державки для наружной обработки Каталог Carmex спиральные резьбофрезы со сменными пластинами
Каталог Carmex спиральные резьбофрезы со сменными пластинами 
® HARDCUT G (55º) BSW, BSP Same Tool for Internal and External Thread Left hand cutting For CNC code use M04 Grade P M K N S H MT9 ≤ 62 HRc PitchTPI Standard Ordering Code d D No. ofFlutes I L Threaddepth 28 G1/8 MTSH 08078 C19 28 W 8 7.8 3 19.5 64 2xD1 19 G1/4-3/8 MTSH 1010 D30 19 W 10 10.0 4 30.0 73 2xD1 14 G1/2-7/8 MTSH 1212 D37 14 W 12 12.0 4 37.0 84 2xD1 11 G≥1 MTSH 1616 D44 11 W 16 16.0 4 44.0 105 2xD1 MJ Tools for Internal Thread Grade P M K N S H MT6 ≤ 58 HRc Pitchmm D1 Ordering Code d D No. ofFlutes I L Threaddepth 0.5 MJ3 MTSH 06024 C9 0.5 MJ 6 2.40 3 9.5 58 3xD1 0.7 MJ4 MTSH 06032 C12 0.7 MJ 6 3.20 3 12.7 58 3xD1 0.8 MJ5 MTSH 0604 D15 0.8 MJ 6 4.00 4 15.8 58 3xD1 1.0 MJ6-MJ8 MTSH 06048 D19 1.0 MJ 6 4.80 4 19.0 58 3xD1 1.25 MJ8-MJ10 MTSH 08064 D25 1.25 MJ 8 6.40 4 25.3 64 3xD1 1.5 MJ10-MJ12 MTSH 0808 D31 1.5 MJ 8 8.00 4 31.5 64 3xD1 1.75 MJ12 MTSH 10095 D25 1.75 MJ 10 9.50 4 25.8 73 2xD1 2.0 MJ14-MJ20 MTSH 1211 D30 2.0 MJ 12 11.00 4 30.0 84 2xD1 UNJ Tools for Internal Thread Grade P M K N S HMT6≤ 58 HRc PitchTPI UNJC UNJF Ordering Code d D No. ofFlutesI L Threaddepth 56 2 MTSH 06016 C7 56 UNJ 6 1.65 3 7.0 58 3xD1 32 6 MTSH 06025 C11 32 UNJ 6 2.55 3 11.3 58 3xD1 32 8 10 MTSH 06033 C13 32 UNJ 6 3.30 3 13.3 58 3xD1 28 1/4 MTSH 06052 D20 28 UNJ 6 5.20 4 20.0 58 3xD1 24 5/16, 3/8 MTSH 08067 D24 24 UNJ 8 6.70 4 24.9 64 3xD1 20 1/4 MTSH 06049 D20 20 UNJ 6 4.90 4 20.3 58 3xD1 20 7/16 MTSH 10092 D23 20 UNJ 10 9.20 4 23.5 73 2xD1 18 5/16 MTSH 0606 D17 18 UNJ 6 6.00 4 17.3 58 2xD1 16 3/8 MTSH 08074 D20 16 UNJ 8 7.40 4 20.6 64 2xD1 14 7/16 MTSH 10085 D24 14 UNJ 10 8.5 4 24.0 73 2xD1 13 1/2 MTSH 10098 D27 13 UNJ 10 9.80 4 27.4 73 2xD1 Order example: MTSH 10095 D25 1.75 MJ MT6 First choice Alternative B11-5