Каталог ARNO обработка канавок и отрезка 2018 - страница 346
Навигация
 Каталог ARNO инструмент и сменные пластины для токарной обработки и обработки резьбы
Каталог ARNO инструмент и сменные пластины для токарной обработки и обработки резьбы Каталог ARNO фрезерование 2016
Каталог ARNO фрезерование 2016 Каталог ARNO автоматизированные системы хранения инструмента
Каталог ARNO автоматизированные системы хранения инструмента Каталог ARNO оснастка для токарного и фрезерного оборудования
Каталог ARNO оснастка для токарного и фрезерного оборудования Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015
Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015 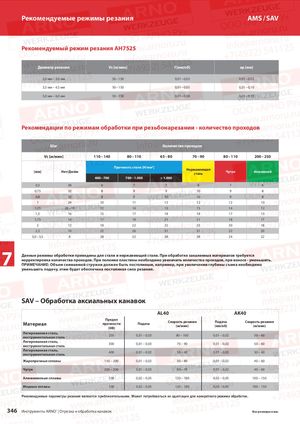
Рекомендуемые режимы резания AMS / SAV Рекомендуемый режим резания AH7525 Диаметр резания Vc [м/мин] f [мм/об] ap [мм] 2,0 мм – 3,0 мм 50 – 150 0,01 – 0,03 0,01 – 0,05 3,5 мм – 4,5 мм 50 – 150 0,01 – 0,05 0,01 – 0,10 5,0 мм – 6,0 мм 50 – 150 0,01 – 0,08 0,01 – 0,10 Рекомендации по режимам обработки при резьбонарезании - количество проходов Шаг Количество проходов Vc [м/мин] 110 – 140 80 – 110 65 – 80 70 – 90 80 – 110 200 – 250 Прочность стали [Н/мм2] Нержавеющая [мм] Нит/Дюйм Чугун Алюминий сталь 400 – 700 700 – 1.000 > 1.000 0,5 48 6 7 7 8 7 6 0,75 32 8 9 9 10 9 8 0,8 32 8 9 10 10 9 8 1 24 10 11 12 12 12 10 1,25 20 – 19 12 14 15 15 14 12 1,5 16 15 17 18 18 17 15 1,75 14 17 19 21 21 18 17 2 12 19 22 25 25 20 18 2,5 10 22 26 31 31 22 20 3,0 – 3,5 8 28 32 38 38 24 22 7 Данные режимы обработки приведены для стали и нержавеющей стали. При обработке закаленных материалов требуется корректировка количества проходов. При поломке пластины необходимо увеличить количество проходов, при износе - уменьшить. ПРИМЕЧАНИЕ: Объем снимаемой стружки должен быть постоянным, например, при увеличении глубины съема необходимо уменьшить подачу, этим будет обеспечена постоянная сила резания. SAV – Обработка аксиальных канавок AL40 AK40 Предел Скорость резания Подача Скорость резания Материал прочности Подача (м/мин) (мм/об) (м/мин) (HB) Легированная сталь, 250 0,01 – 0,03 80 – 100 0,01 – 0,02 50 – 60 инструментальная сталь Легированная сталь, 300 0,01 – 0,03 70 – 90 0,01 – 0,02 50 – 60 инструментальная сталь Легированная сталь, 400 0,01 – 0,02 50 – 60 0,01 – 0,02 30 – 40 инструментальная сталь Жаропрочные сплавы 150 – 200 0,01 – 0,02 50 – 80 0,01 – 0,02 40 – 60 Чугун 200 – 250 0,01 – 0,03 50 – 70 0,01 – 0,02 40 – 60 Алюминиевые сплавы 100 0,02 – 0,05 120 – 180 0,02 – 0,05 100 – 150 Медные сплавы 100 0,02 – 0,05 120 – 180 0,02 – 0,05 100 – 150 Рекомендуемые параметры резания являются приблизительными. Может потребоваться их адаптация для конкретного режима обработки. 346 Инструменты ARNO® | Отрезка и обработка канавок Все размеры в мм.