Каталог ARNO монолитный осевой инструмент - страница 456
Навигация
 Каталог ARNO инструмент для токарной обработки 2018
Каталог ARNO инструмент для токарной обработки 2018 Каталог ARNO концевые твердосплавные фрезы AFV
Каталог ARNO концевые твердосплавные фрезы AFV Каталог ARNO инструмент и сменные пластины для токарной обработки и обработки резьбы
Каталог ARNO инструмент и сменные пластины для токарной обработки и обработки резьбы Каталог ARNO обработка канавок и отрезка 2018
Каталог ARNO обработка канавок и отрезка 2018 Каталог ARNO инструмент для обработки отверстий 2016
Каталог ARNO инструмент для обработки отверстий 2016 Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015
Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015 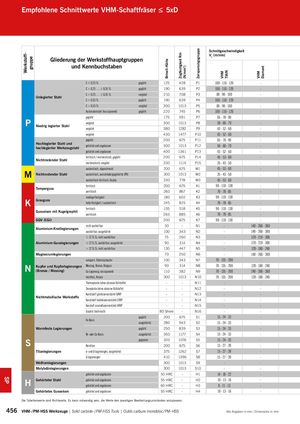
Werkstoff- gruppe Brinell-Härte Zugfestigkeit Rm (N/mm2) Zerspanungsgruppe VHM TiAlN VHM Diamant Empfohlene Schnittwerte VHM-Schaftfräser ≤ 5xD Schnittgeschwindigkeit Gliederung der Werkstoffhauptgruppen Vc (m/min) und Kennbuchstaben C ≤ 0,25 % geglüht 125 428 P1 100 - 110 - 120 - C > 0,25 … ≤ 0,55 % geglüht 190 639 P2 100 - 110 - 120 - C > 0,25 … ≤ 0,55 % vergütet 210 708 P3 80 - 90 - 100 - Unlegierter Stahl C > 0,55 % geglüht 190 639 P4 100 - 110 - 120 - C > 0,55 % vergütet 300 1013 P5 80 - 90 - 100 - Automatenstahl (kurzspanend) geglüht 220 745 P6 100 - 110 - 120 - geglüht 175 591 P7 65 - 78 - 90 - P Niedrig legierter Stahl vergütetvergütet 300 1013 P8 50 - 60 - 70 -3801282P943 - 52 - 60- vergütet 430 1477 P10 43 - 52 - 60 - geglüht 200 675 P11 65 - 78 - 90 - Hochlegierter Stahl undhochlegierter Werkzeugstahlgehärtet und angelassen 300 1013 P12 50 - 60 - 70 - gehärtet und angelassen 400 1361 P13 43 - 52 - 60 - ferritisch / martensitisch, geglüht 200 675 P14 45 - 53 - 60 - Nichtrostender Stahl martensitisch, vergütet 330 1114 P15 35 - 43 - 50 - austenitisch, abgeschreckt 200 675 M1 45 - 53 - 60 - M Nichtrostender Stahl austenitisch, ausscheidungsgehärtet (PH) 300 1013 M2 35 - 43 - 50 - austenitisch-ferritisch, Duplex 230 778 M3 45 - 53 - 60 - ferritisch 200 675 K1 90 - 110 - 130 - Temperguss perrlitisch 260 867 K2 70 - 78 - 85 - niedrige Festigkeit 180 602 K3 90 - 110 - 130 - K Grauguss hohe Festigkeit / austenitisch 245 825 K4 70 - 78 - 85 - ferritisch 155 518 K5 90 - 110 - 130 - Gusseisen mit Kugelgraphit perrlitisch 265 885 K6 70 - 78 - 85 - GGV (CGI) 200 675 K7 90 - 110 - 130 - nicht aushärtbar 30 - N1 - 140 - 260 - 380 Aluminium-Knetlegierungen aushärtbar, ausgehärtet 100 343 N2 - 140 - 260 - 380 ≤ 12 % Si, nicht aushärtbar 75 260 N3 - 120 - 210 - 300 Aluminium-Gusslegierungen ≤ 12 % Si, aushärtbar, ausgehärtet 90 314 N4 - 120 - 210 - 300 > 12 % Si, nicht aushärtbar 130 447 N5 - 120 - 180 - 240 Magnesiumlegierungen 70 250 N6 - 140 - 260 - 380 unlegiert, Elektrolytkupfer 100 343 N7 70 - 135 - 200 - N Kupfer und Kupferlegierungen(Bronze / Messing)Messing, Bronze, RotgussCu-Legierung, kurzspanend 90 314 N8 70 - 135 - 200 120 - 180 - 240110382N970 - 135 - 200140 - 260 - 380 hochfest, Ampco 300 1013 N10 70 - 135 - 200 120 - 180 - 240 Thermoplaste (ohne abrasive Füllstoffe) - - N11 - - Duroplaste (ohne abrasive Füllstoffe) - - N12 - - Kunststoff glasfaserverstärkt GFRP - - N13 - - Nichtmetallische Werkstoffe Kunststoff kohlefaserverstärkt CFRP - - N14 - - Kunstoff aramidfaserverstärkt AFRP - - N15 - - Graphit (technisch) 80 Shore - N16 - - geglüht 200 675 S1 15 - 24 - 33 - Fe-Basis ausgehärtet 280 943 S2 15 - 24 - 33 - Warmfeste Legierungen geglüht 250 839 S3 15 - 24 - 33 - Ni- oder Co-Basis ausgehärtet 350 1177 S4 15 - 24 - 33 - S gegossen 320 1076 S5 15 - 24 - 33 -Reintitan200675S615 - 27 - 39- Titanlegierungen α- und β-Legierungen, ausgehärtet 375 1262 S7 15 - 27 - 39 - β-Legierungen 410 1396 S8 15 - 27 - 39 - Wolframlegierungen 300 1013 S9 - - Molybdänlegierungen 300 1013 S10 - - gehärtet und angelassen 50 HRC - H1 14 - 18 - 22 - H Gehärteter Stahl gehärtet und angelassengehärtet und angelassen 55 HRC - H2 10 - 13 - 16 -60 HRC-H38 - 11 - 13- Gehärtetes Gusseisen gehärtet und angelassen 55 HRC - H4 10 - 13 - 16 - Die Tabellenwerte sind Richtwerte. Es kann notwendig sein, die Werte den jeweiligen Bearbeitungsumständen anzupassen. 456 VHM- / PM-HSS Werkzeuge | Solid carbide- / PM-HSS Tools | Outils carbure monobloc / PM-HSS Alle Angaben in mm / Dimensions in mm SP