Каталог ARNO инструмент и сменные пластины для токарной обработки и обработки резьбы - страница 448
Навигация
 Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015
Каталог ARNO фрезы и сменные пластины для фрезерной обработки 2015 Каталог ARNO инструмент для обработки отверстий 2016
Каталог ARNO инструмент для обработки отверстий 2016 Каталог ARNO монолитный осевой инструмент
Каталог ARNO монолитный осевой инструмент Каталог ARNO оснастка для автоматов продольного точения
Каталог ARNO оснастка для автоматов продольного точения Каталог ARNO тиски станочные
Каталог ARNO тиски станочные Каталог ARNO концевые твердосплавные фрезы AFV
Каталог ARNO концевые твердосплавные фрезы AFV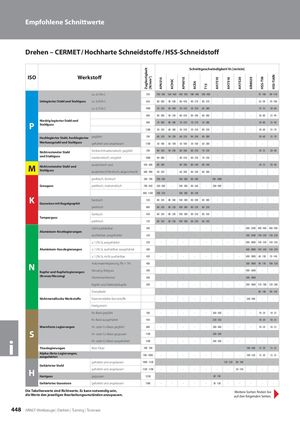
Zugfestigkeit [N/mm2] AP6510 AC90C AP6010 ACE6 T15 AH7510 AH7516 AH7520 AB8020 HSS-TiN HSS-TiAlN Empfohlene Schnittwerte Drehen – CERMET / Hochharte Schneidstoffe / HSS-Schneidstoff Schnittgeschwindigkeit Vc [m/min] ISO Werkstoff ca. 0,15% C 350 100 - 500 160 - 460 100 - 450 100 - 400 100 - 400 - - - - 70 - 100 80 - 110 Unlegierter Stahl und Stahlguss ca. 0,45% C 650 80 - 500 90 - 430 80 - 450 80 - 370 80 - 370 - - - - 65 - 90 70 - 100 ca. 0,75% C 1000 50 - 350 60 - 400 50 - 350 50 - 350 60 - 280 - - - - 35 - 55 30 - 60 600 80 - 500 90 - 350 80 - 450 80 - 300 80 - 300 - - - - 30 - 80 35 - 90 Niedrig legierter Stahl undPStahlguss 900 70 - 500 80 - 300 70 - 450 70 - 270 70 - 300 - - - - 30 - 80 35 - 90120050 - 35060 - 30050 - 35050 - 25080 - 220----30 - 6035 - 70 Hochlegierter Stahl, hochlegierter geglüht 700 60 - 320 90 - 230 60 - 250 80 - 200 60 - 200 - - - - 30 - 60 35 - 70 Werkzeugstahl und Stahlguss gehärtet und angelassen 1100 50 - 180 60 - 180 50 - 180 50 - 160 60 - 200 - - - - - - Nichtrostender Stahl ferritisch/martensitisch, geglüht 700 80 - 350 90 - 290 80 - 300 80 - 250 70 - 270 - - - - 20 - 35 20 - 40 und Stahlguss martensitisch, vergütet 1000 80 - 400 - 80 - 350 80 - 250 70 - 250 - - - - - - M Nichtrostender Stahl undStahlguss austenitisch und 450 - 600 80 - 380 - 80 - 300 80 - 240 80 - 240 - - - - 20 - 35 20 - 40austenitisch/ferritisch, abgeschreckt600 - 90060 - 350-60 - 30080 - 24080 - 200------ perlitisch, ferritisch 500 - 700 100 - 500 - 100 - 300 80 - 300 - 700 - 2000 - - - - - Grauguss perlitisch, martensitisch 700 - 850 100 - 380 - 100 - 300 80 - 260 - 500 - 900 - - - - - 800 - 1100 100 - 350 - 100 - 300 80 - 240 - - - - - - - K Gusseisen mit Kugelgraphit ferritisch 550 80 - 350 80 - 300 100 - 300 80 - 300 80 - 300 - - - - - - perlitisch 800 80 - 350 80 - 250 100 - 300 80 - 250 80 - 250 - - - - - - ferritisch 450 80 - 350 80 - 350 100 - 300 80 - 350 80 - 350 - - - - - - Temperguss perlitisch 750 80 - 350 60 - 250 100 - 300 60 - 250 60 - 250 - - - - - - nicht aushärtbar 200 - - - - - - - - 400 - 2500 400 - 900 400 - 900 Aluminium-Knetlegierungen aushärtbar, ausgehärtet 350 - - - - - - - - 300 - 2500 140 - 240 150 - 250 ≤ 12% Si, ausgehärtet 250 - - - - - - - - 400 - 2000 140 - 240 150 - 250 Aluminium-Gusslegierungen ≤ 12% Si, aushärtbar, ausgehärtet 300 - - - - - - - - 400 - 2000 140 - 240 150 - 250 ≤ 12% Si, nicht aushärtbar 450 - - - - - - - - 400 - 1800 60 - 130 70 - 140 N Kupfer und Kupferlegierungen Automatenlegierung, Pb > 1%Messing, Rotguss400 - - - - - - - - 300 - 1800 90 - 110 100 - 120300--------400 - 1600-- (Bronze/Messing) Aluminiumbronze 500 - - - - - - - - 300 - 1800 - - Kupfer und Elektrolytkupfer 200 - - - - - - - - 300 - 1800 110 - 180 120 - 200 Duroplaste - - - - - - - - - 80 - 140 90 - 150 Nichtmetallische Werkstoffe Faserverstärkte Kunststoffe - - - - - - - - 200 - 900 - - Hartgummi - - - - - - - - - - - Fe-Basis geglüht 700 - - - - - 300 - 500 - - - 10 - 20 10 - 25 Fe-Basis ausgehärtet 950 - - - - - 250 - 350 - - - 10 - 20 10 - 25 Warmfeste Legierungen Ni- oder Co-Basis geglüht 800 - - - - - 280 - 400 - - - 10 - 20 10 - 25 S Ni- oder Co-Basis gegossen 1100 - - - - - 200 - 300 - - - - - i Ni- oder Co-Basis ausgehärtet 1200 - - - - - 200 - 300 - - - - -TitanlegierungenRein-Titan500 - 700--------100 - 40015 - 3015 - 35Alpha+Beta-Legierungen,ausgehärtet700 - 1000--------100 - 35015 - 3015 - 35 gehärtet und angelassen 1000 - 1350 - - - - - - 120 - 250 80 - 180 - - - Gehärteter Stahl H Hartguss gehärtet und angelassen 1350 - 1700 - - - - - - - 50 - 150 - - -gegossen1350-----60 - 150----- Gehärtetes Gusseisen gehärtet und angelassen 1900 - - - - - 50 - 150 - - - - - Die Tabellenwerte sind Richtwerte. Es kann notwendig sein, Weitere Sorten finden Sie die Werte den jeweiligen Bearbeitungsumständen anzupassen. auf den folgenden Seiten. 448 ARNO®-Werkzeuge | Drehen | Turning | Точение