Каталог ZCC-CT фрезы монолитные - страница 54
Навигация
 Каталог ZCC-CT оснастка
Каталог ZCC-CT оснастка Каталог ZCC-CT фрезы со сменными пластинами
Каталог ZCC-CT фрезы со сменными пластинами Каталог ZCC-CT сверла со сменными пластинами
Каталог ZCC-CT сверла со сменными пластинами Каталог ZCC-CT токарная обработка
Каталог ZCC-CT токарная обработка Каталог ZCC-CT сверла монолитные
Каталог ZCC-CT сверла монолитные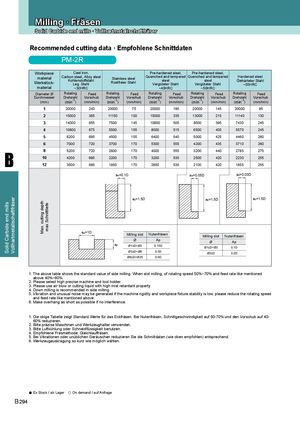
Solid Carbide end mills Vollhartmetallschaftfräser Max. cutting depth max Schnitttiefe MGeinleliranl gTur·nFingrä/Asllgeenmeine Drehbearbeitung, ISO Kennzeichnung Solid Carbide end mills · Vollhartmetallschaftfräser Recommended cutting data · Empfohlene Schnittdaten PM-2R Workpiece Cast iron, Pre-hardened steel, Pre-hardened steel, materialWerkstück- Carbon steel, Alloy steelKohlenstoffstahlLeg. StahlStainless steelRostfreier StahlQuenched and temperedQuenched and temperedHardened steelsteelsteelGehärteter StahlVergüteter StahlVergüteter Stahl~55HRC material ~30HRC ~40HRC ~50HRC Diameter Ø Rotating Feed Rotating Feed Rotating Feed Rotating Feed Rotating Feed Durchmesser Drehzahl Vorschub Drehzahl Vorschub Drehzahl Vorschub Drehzahl Vorschub Drehzahl Vorschub (mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 1 20000 240 20000 75 20000 195 20000 145 20000 95 2 15000 385 11150 100 15000 335 13000 215 11140 130 3 14000 655 7500 145 10600 505 8500 395 7430 245 4 10800 675 5500 155 8000 515 6500 405 5570 245 5 8200 695 4500 155 6400 540 5000 425 4460 260 6 7000 720 3700 170 5300 555 4200 435 3710 260 8 5200 720 2800 170 4000 555 3200 440 2785 275 B 10 4200 695 2200 170 3200 535 2500 420 2230 2551235006951850170265053521004201855255 ae=0.1D ae=0.05D ae=0.03D ap=1.5D ap=1.5D ap=1.5D ae=1D Milling slot Nutenfräsen Milling slot Nutenfräsen Ø Ap Ø Ap ap Ø1≤D<Ø3 0.15D Ø1≤D<Ø3 0.1D Ø3≤D<Ø6 0.3D Ø3≤D 0.2D Ø6≤D<Ø20 0.5D 1. The above table shows the standard value of side milling. When slot milling, of rotating speed 50%~70% and feed rate like mentioned above 40%~60%. 2. Please select high precise machine and tool holder. 3. Please use air blow or cutting liquid with high mist retardant property. 4. Down milling is recommended in side milling. 5. Vibration and unusual noise may be generated if the machine rigidity and workpiece fixture stability is low, please reduce the rotating speed and feed rate like mentioned above. 6. Make overhang as short as possible if no interference. 1. Die obige Tabelle zeigt Standard Werte für das Eckfräsen. Bei Nutenfräsen, Schnittgeschwindigkeit auf 50-70% und den Vorschub auf 40- 60% reduzieren. 2. Bitte präzise Maschinen und Werkzeughalter verwenden. 3. Bitte Luftkühlung oder Schneidflüssigkeit benutzen. 4. Empfohlene Fräsmethode: Gleichlauffräsen. 5. Bei Vibrationen oder unüblichen Geräuschen reduzieren Sie die Schnittdaten (wie oben empfohlen) entsprechend. 6. Werkzeugauskragung so kurz wie möglich wählen. ● Ex Stock / ab Lager ○ On demand / auf Anfrage B 294