Каталог YG-1 сверлильный инструмент - страница 35
Навигация
 Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Общий каталог YG-1 2018
Общий каталог YG-1 2018 Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы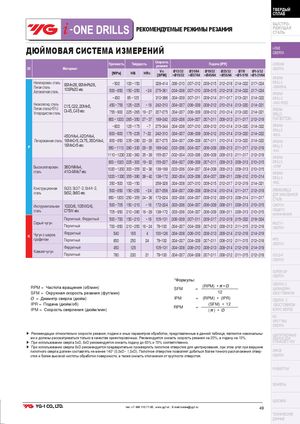
- ТВЕРДЫЙ СПЛАВ БЫСТРО- РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ РЕЖУЩАЯСТАЛЬ ДЮЙМОВАЯ СИСТЕМА ИЗМЕРЕНИЙ i-ONEСВЕРЛА ISO Материал Прочность Твёрдость Скоростьрезания Подача [IPR][MPa]HBHRcVcØ13/32Ø31/64Ø19/32Ø23/32Ø7/8Ø1-3/32[SFM]~Ø15/32~Ø37/64~Ø45/64~Ø55/64~Ø1-1/16~Ø1-21/64i-DREAMСВЕРЛАDREAM Нелегирован. стальЛитая стальАвтоматная сталь9SMn28, 9SMnPb28,10SPb20 etc~ 500100 ~ 150 328~414 .006~.010 .007~.012 .009~.015 .012~.018 .014~.022 .017~.024 DRILLS-GENERAL500 ~ 850150 ~ 250~ 24275~361.004~.008.007~.010.009~.015.012~.018.014~.022.017~.024DREAM ~ 450 85 ~ 125 310~396 .004~.009 .007~.011 .009~.014 .011~.017 .013~.021 .014~.022 DRILLS Низколегир. стальЛитая сталь(<5%)Углеродистая стальC15, C22, 20Mn5,Ck45, C45 etc450 ~ 755125 ~ 225~ 19242~310.004~.007.006~.009.008~.012.010~.014 .013~.020 .014~.021 -HIGH FEED755 ~ 900225 ~ 26519 ~ 27207~275.004~.007.006~.009.008~.012.010~.014.013~.020.014~.021DREAMDRILLS 900 ~ 1200 265 ~ 350 27 ~ 37 189~242 .003~.006 .004~.007 .007~.011 .009~.013 .011~.017 .012~.019 FLAT BOTTOM ~ 600 125 ~ 175 ~7 275~344 .004~.008 .007~.010 .008~.012 .010~.014 .013~.020 .014~.022 DREAM DRILLS 45CrMo4, 42CrMo4, 600 ~ 800 175 ~ 235 7 ~ 22 242~310 .004~.007 .006~.009 .008~.012 .010~.014 .013~.020 .014~.022 -INOX Легированная сталь 16MnCr5, Ck75, 35CrMo4, 800 ~ 950 235 ~ 280 22 ~ 29 207~275 .004~.007 .006~.009 .007~.011 .010~.014 .013~.020 .014~.022 DREAM P 16MnCr5 etc 950 ~ 1110 280 ~ 330 29 ~ 35 189~242 .003~.006 .004~.007 .006~.009 .009~.013 .011~.017 .012~.019 DRILLS-ALU 1110 ~ 1230 330 ~ 360 35 ~ 39 155~207 .002~.004 .003~.006 .006~.009 .009~.013 .011~.017 .012~.019 DREAM 600 ~ 1020 225 ~ 300 19 ~ 32 155~207 .004~.007 .006~.009 .007~.011 .009~.013 .009~.013 .010~.015 DRILLS Высоколегирован. 36CrNiMo4,сталь41CrAIMo7 etc1020 ~ 1200300 ~ 355 32 ~ 38 138~189 .003~.006 .004~.007 .004~.008 .009~.013 .009~.013 .010~.015 -CFRPDREAM 1200 ~ 1330 355 ~ 390 38 ~ 42 138~172 .002~.004 .003~.006 .004~.007 .008~.011 .008~.012 .010~.014 DRILLS 350 ~ 500 100 ~ 150 258~328 .004~.008 .007~.010 .009~.015 .012~.017 .012~.019 .014~.021 -MQL Конструкционная St33, St37 2, St44 2,стальSt52, St60 etc500 ~ 850150 ~ 250~ 24 207~258 .004~.007 .006~.009 .009~.014 .010~.014 .011~.017 .012~.019 DREAM DRILLSДЛЯ ЗАКАЛЕННОЙ 850 ~ 1200 250 ~ 355 24 ~ 38 172~224 .003~.006 .004~.007 .008~.012 .009~.013 .009~.014 .011~.017 СТАЛИ Инструментальная 102Cr6, 105WCr6, 500 ~ 705 150 ~ 210 ~ 16 172~224 .003~.006 .004~.007 .006~.009 .008~.011 .009~.013 .010~.015 СВЕРЛА сталь C75W etc 705 ~ 950 210 ~ 280 16 ~ 29 138~172 .003~.006 .004~.007 .006~.009 .008~.011 .009~.013 .010~.015 ОБЩЕГОНАЗНАЧЕНИЯ Перлитный , Ферритный 500 ~ 700 150 ~ 210 ~ 16 105~131 .006~.009 .007~.011 .009~.017 .012~.019 .015~.022 .018~.024 Серый чугун Перлитный MULTI-1700 ~ 850210 ~ 25016 ~ 2479~100.004~.007.004~.009.007~.012.009~.013.011~.015.012~.018СВЕРЛА K Чугун с шаров.графитомФерритныйПерлитный 540 165 4 100~126 .004~.008 .006~.010 .008~.013 .009~.014 .012~.018 .014~.0198502502479~100.004~.007.004~.009.007~.011.008~.012.011~.015.012~.018HPD СВЕРЛА Ферритный 450 125 105~131 .004~.008 .006~.010 .008~.013 .009~.014 .012~.018 .014~.019 Ковкий чугун Перлитный 780 230 21 79~100 .004~.007 .004~.008 .007~.011 .008~.012 .011~.015 .012~.018 GOLD-P СВЕРЛА SUPER-GP СВЕРЛА *Формулы: RPM = Частота вращения (об/мин) SFM = (RPM) • π• Ø СВЕРЛА СЦИЛИНДРИЧ. SFM = Окружная скорость резания (фут/мин) 12 ХВОСТОВИКОМ Ø = Диаметр сверла (дюйм) IPM = (RPM) • (IPR) СВЕРЛА С IPR = Подача (дюйм/об)IPM =Скорость сверления (дюйм/мин) RPM = (SFM) • 12(π)•Ø ХВОСТОВИКОМКОНУС МОРЗЕ NC- SPOTTING СВЕРЛА ▶ Рекомендации относительно скорости резания, подачи и иных параметров обработки, представленные в данной таблице, являются номинальны-ми и должны рассматриваться только в качестве ориентировочных. Рекомендуется снизить скорость резания на 20%, а подачу на 10%.ЦЕНТРОВОЧНЫЕСВЕРЛА ДЛЯ ▶ При использовании сверла 5хD, 8хD рекомендуется снизить подачу до 85% и 70% соответственно. СТАНКОВ С ЧПУ ▶ При использовании сверла 8хD рекомендуется предварительно просверлить пилотное отверстие для центрирования, при этом угол при вершине пилотного сверла должен составлять не менее 140° (0,5хD~ 1,5хD). Пилотное отверстие позволяет добиться более точного расположения отвер- SPADE стия и более высокой чистоты обработки поверхности, а также снизить отклонения от круглости отверстия. СВЕРЛА РАЗВЕРТКИ ЗЕНКЕРЫ ЦЕКОВКИ тел.:+7 499 110 71 06, www.yg1.кг, E-mail:russia@yg1.ru 49 ТЕХНИЧЕСКИЕ ДАННЫЕ