Каталог YG-1 сверлильный инструмент - страница 327
Навигация
 Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Общий каталог YG-1 2018
Общий каталог YG-1 2018 Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы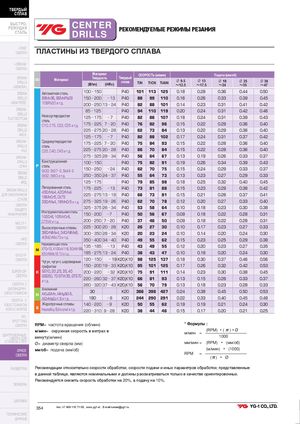
ТВЕРДЫЙ СПЛАВ БЫСТРО-РЕЖУЩАЯСТАЛЬ CENTERDRILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ i-ONEСВЕРЛАПЛАСТИНЫ ИЗ ТВЕРДОГО СПЛАВА i-DREAM СВЕРЛА DREAMDRILLS ISO Материал-GENERAL МатериалТвёрдостьТвердый СКОРОСТЬ (м/мин)(Bhn)(HRc)сплавTiNTiCNTiAlNØ 9.5~12.5Подача (мм/об)Ø 13Ø 18Ø 25~17.5~24~35Ø 36~47 DREAM Автоматная сталь 100 150 P40 101 113 125 0.18 0.28 0.36 0.44 0.50 DRILLS 9SMn36, 9SMnPb28 150 200 13 P40 88 99 110 0.16 0.26 0.33 0.39 0.45 -HIGH FEED 10SPb20 и т.д. 200 250 13 24 P40 82 88 101 0.14 0.23 0.31 0.41 0.42 DREAM 85 125 P40 94 110 119 0.20 0.24 0.31 0.42 0.46 DRILLS-FLAT BOTTOMНизкоуглеродистая 125 175 7 P40 82 88 107 0.18 0.24 0.31 0.39 0.43сталь DREAM C10, C15, C22, C25 и т.д. 175 225 7 20 P40 76 82 96 0.15 0.22 0.29 0.36 0.40 DRILLS 225 275 20 28 P40 62 73 84 0.13 0.22 0.29 0.36 0.40 -INOX 125 175 7 P40 82 88 102 0.17 0.24 0.31 0.37 0.42 DREAMDRILLS Среднеуглеродистая 175 225 7 20 P40 75 84 93 0.15 0.22 0.28 0.36 0.40сталь -ALU C35, C40, C45 и т.д. 225 275 20 28 P40 66 70 84 0.15 0.22 0.28 0.36 0.40 DREAM 275 325 28 34 P40 56 64 67 0.13 0.19 0.26 0.33 0.37 DRILLS Конструкционная 100 150 P40 75 82 91 0.19 0.26 0.34 0.39 0.43 -CFRP P стальDREAMDRILLSSt33, St37 2, St44 2St52, St60 и т.д.150250 24 P40 62 70 75250350 2437P405564730.150.130.240.230.290.270.33 0.370.290.33 -MQL 125 175 P40 79 85 98 0.18 0.25 0.32 0.40 0.45 DREAM DRILLSДЛЯ ЗАКАЛЕННОЙСТАЛИЛегированная сталь 175 225 13 P40 73 81 88 0.15 0.23 0.29 0.38 0.4245CrMo4, 42CrMo416MnCr5, Ck75225275 1319P406673810.150.210.280.370.4135CrMo4, 16MnCr5 и т.д.275325 1926P406270780.120.200.270.330.40 СВЕРЛАОБЩЕГОНАЗНАЧЕНИЯ 325 375 26 34 P40 53 58 64 0.10 0.18 0.23 0.30 0.38Инструментальная сталь102Cr6, 105WCr6,1502007P405056670.090.180.220.280.31 MULTI-1 C75W и т.д. 200 250 7 20 P40 37 46 50 0.09 0.18 0.22 0.28 0.31 СВЕРЛА Высокопрочные сплавы 225 300 20 28 K20 26 27 30 0.10 0.17 0.23 0.27 0.33 36CrNiMo4, 34CrNiMo8, 300 350 28 34 K20 20 23 24 0.10 0.14 0.20 0.24 0.30 HPD 40NiCrMo73 и т.д. 350 400 34 40 P40 49 55 62 0.15 0.23 0.25 0.29 0.38 СВЕРЛАGOLD-PM Нержавеющая сталь X7Cr13, X10CrA118, 5CrNi189,135X5CrNiMo18 10 и т.д.185185275 131324P40P404349553843470.120.10 0.200.18 0.230.20 0.27 0.350.240.30 СВЕРЛА Чугун, чугун с шаровидным 120 150 19 K20,K10 98 125 137 0.18 0.30 0.37 0.46 0.56 графитом 150 200 19 33 K20,K10 95 101 125 0.17 0.26 0.32 0.42 0.53 SUPER-GP K GG10, 20 ,25, 35, 40 200 220 32 K20,K10 75 91 111 0.14 0.23 0.30 0.38 0.45 СВЕРЛА GGG50, 70 GTW35, GTS70 и т.д. 220 260 32 37 K20,K10 66 81 93 0.13 0.15 0.28 0.33 0.37 СВЕРЛА С 260 320 37 43 K20,K10 56 70 79 0.13 0.18 0.23 0.28 0.33 ЦИЛИНДРИЧ. АлюминийХВОСТОВИКОМNAlCuSiMn, AlMgSi0.5,СВЕРЛА СAlZnMgCu1.5 и т.д.30K20 366 396 427 0.24 0.38 0.45 0.50 0.531808K202442902910.220.330.400.450.48 ХВОСТОВИКОМКОНУС МОРЗЕЖаропрочные сплавы 140 220 9 K20SHastelloy B,Inconel и т.д.220310928K205055623844460.190.150.190.170.210.200.24 0.300.210.25 NC- SPOTTINGСВЕРЛАRPM= частота вращения (об/мин) * Формулы : м/мин= окружная скорость в метрах вЦЕНТРОВОЧНЫЕСВЕРЛА ДЛЯминуту(м/мин) м/мин = (RPM) ·( π )·Ø1000 СТАНКОВ С ЧПУ Ø= диаметр сверла (мм) мм/мин = (RPM) · (мм/об) SPADE мм/об= подача (мм/об)СВЕРЛА (м/мин) · (1000)RPM=(π)·Ø РАЗВЕРТКИ Рекомендации относительно скорости обработки, скорости подачи и иных параметров обработки, представленные в данной таблице, являются номинальными и должны рассматриваться только в качестве ориентировочных. Рекомендуется снизить скорость обработки на 20%, а подачу на 10%. ЗЕНКЕРЫ ЦЕКОВКИ 354 тел.:+7 499 110 71 06, www.yg1.кг, E-mail:russia@yg1.ru ТЕХНИЧЕСКИЕ ДАННЫЕ